При работе на горизонтально-фрезерном станке необходимо соблюдать номинальные условия эксплуатации и правила безопасности. Операторы станков игнорируют эти правила, подвергая людей и время работы станка большому риску.
Основные узлы и механизмы фрезерных станков
Фрезерный станок — это устройство для обработки фасонных и плоских металлических деталей спиральной и прямой формы. На станках можно делать канавки, пазы, отверстия, нарезать внутреннюю и наружную резьбу и выполнять ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтально- и вертикально-фрезерные станки. Основные узлы и механизмы одинаковы для обоих типов станков, за исключением опоры и проекционного экрана, которые отсутствуют в вертикальных вариантах.
Станина изготовлена из цельного куска серого чугуна. При установке аппарата одна сторона детали плотно прижимается к полу, а другая прикручивается к раме. Основание также имеет специальный поддон для сбора охлаждающей жидкости и электрический насос для подачи охлаждающей жидкости к инструменту.
Станина
Все основные узлы и механизмы фрезерного станка устанавливаются на заготовку. Шпиндель, коробка передач и двигатели спрятаны внутри конструкции, а остальные узлы установлены на внешних поверхностях. Горизонтальные направляющие для перемещения каретки могут быть установлены на верхней части станины, а вертикальные направляющие для консоли или шпиндельной бабки — на передней стенке. Внутренняя часть приспособления должна быть усилена армирующими ребрами. Станина может быть литой или сварной. Первый вариант считается более надежным и долговечным, но сварка усложняет конструкцию.
Этот узел устанавливается на горизонтальных и универсальных фрезерных станках и редко используется на станках с ЧПУ. Основное назначение рамы — правильное позиционирование и поддержка шпинделя. Механизм устанавливается на горизонтальную направляющую в станине и позволяет регулировать вылет, то есть расстояние до зеркал. При обработке громоздких заготовок, при которой получаются детали с большим сечением, используются специальные кронштейны, образующие соединение между хоботом и кронштейном для дополнительной фиксации заготовки.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее часто используемые станки для фрезерных работ. Название консольно-фрезерных станков происходит от консольного кронштейна (скобы), который скользит по вертикальным направляющим станины станка и поддерживает горизонтальные перемещения стола.
Наличие консоли, придающее консольно-фрезерным станкам ряд удобств в эксплуатации, несколько снижает жесткость в месте пересечения со станиной, поэтому в конструкциях современных станков значительно увеличивается длина направляющих консоли, создаются устройства для крепления подвижных частей станка, повышается жесткость корпусных деталей.
Поскольку большинство деталей, используемых в машиностроении, подходят под универсальные размеры тазовых фрезерных станков, парк фрезерных станков в цехах оснащен в основном горизонтальными и вертикальными тазовыми фрезерными станками, а парк инструментальных и ремонтных цехов — универсальными и многоцелевыми фрезерными станками.
Кроме того, существуют модификации на базе некоторых базовых моделей. Например, высокоскоростные вертикально-фрезерные станки 6М12П и 6М13П производятся на базе вертикально-фрезерных станков 6М12Г1Б и 6М13ПБ; высокоскоростная модель 6М82ГБ — на базе горизонтально-фрезерного станка 6М82Г. Многоцелевые фрезерные станки 6Н81 и 6Н82 созданы на базе многоцелевых фрезерных станков 6Н81А и 6М82Ш. В настоящее время универсальные фрезерные станки широко используются в производстве единичных изделий и небольших серий для выполнения различных фрезерных, сверлильных и расточных операций. На этих станках можно изготавливать металлические детали, пресс-формы, шаблоны, кулачки и т.д.
Многоцелевой станок 6H81A имеет шпиндельную бабку, которая расположена на шпинделе и вращается вокруг горизонтальной оси от 0° до 115°. Станок работает как горизонтально-фрезерный при горизонтальном положении головки и как вертикально-фрезерный при вертикальном положении головки.
Универсальный широколенточный станок 6М82Ш и аналогичный по размерам 6М83Ш имеют два шпинделя: один горизонтальный, как в обычном горизонтально-фрезерном станке, другой расположен на корпусе и может быть установлен под любым углом. Использование разъемной головки и круглого стола значительно расширяет спектр применения этих станков. Для обработки различных типов поверхностей, а также крупных заготовок, превышающих размеры поверхности стола, вертикальная головка устанавливается на подвижной раме и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях. Горизонтальный и вертикальный шпиндели могут работать одновременно.
Фрезерные станки со станиной отличаются размером рабочей поверхности (приставки) стола. Фрезерные станки консольного типа могут иметь горизонтальное, вертикальное и вертикальное исполнение с одинаковым размером рабочей поверхности стола. Сочетание различных конструкций станков с одинаковым основным размером стола называется габаритами станка.
В СССР была введена полная гамма горизонтальных, вертикальных и вертикально-консольных фрезерных станков пяти типоразмеров: № 0, № 1, № 2, № 3 и № 4, и для каждого типоразмера был создан полный ряд горизонтальных, вертикальных и вертикально-фрезерных станков. Каждому станку в размерном ряду присваивалось одно и то же название, которое соответствовало размеру рабочей поверхности стола.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Область применения
Области применения горизонтально-фрезерных станков очень разнообразны. Ниже перечислены материалы, которые могут быть обработаны с их помощью:
- черные металлы и чугун;
- цветные и драгоценные металлы;
- древесина;
- полимерные материалы, пластикат.
В зависимости от вида работ, выполняемых на станках этого типа, они делятся на:
- продольно-фрезерные;
- рейсмусовые;
- горизонтально-расточные.
Фрезерные станки со станиной используются для черновой обработки, фрезерования пазов, расширения полостей, торцевания и отбортовки дисковыми фрезами.
Станки для измерения толщины панелей используются в деревообрабатывающей промышленности для калибровки толщины панелей. Они характеризуются механической подачей обрабатываемого материала.
Горизонтально-фрезерные станки используются на промышленных предприятиях по производству деталей автомобилей и в ремонтных мастерских.
Диапазон применения станков этого типа может быть расширен за счет использования поворотных столов и USP (универсальных сборочных инструментов). Одна из областей применения, где заготовка вставляется в делительную головку, — это нарезание деталей зубчатых колес.
Выбираем модель по техническим характеристикам
Параметры станков определяются технологическим процессом на заводе. Например, малогабаритные станки 6Т82, 6Т83 широко используются в ремонтных мастерских. Этот тип фрезерного станка подходит для небольшой мастерской по габаритам, мощности и стоимости.
По частоте шпинделя
Операции черновой обработки и снятия заусенцев не требуют высокого уровня чистовой обработки. Для этого вида работ достаточно низкоскоростных шпинделей с частотой до 2 500 об/мин. Они приводятся в движение ремнями через коробку передач с ручным или моторизованным переключателем диапазонов. К таким моделям относятся станки 676Р, 6Т82, 6Т83 и НГФ-110Ш4.
Среднечастотные валы используются в большинстве универсальных фрезерных станков. Их частота варьируется от 0 до 12000 об/мин. Двигатель приводится в движение напрямую через ременную передачу без промежуточных шестерен. Такой частоты достаточно для обработки всех материалов, включая рыхлые и каменистые. Starlex WFM 750 — станок с приводом от шпинделя.

Частоты от 12000 до 18000 образуют высокочастотный диапазон. Он используется в ювелирной промышленности и в зубопротезировании. Эти шпиндели уже относятся к прецизионным механизмам с прямым соединением между ротором двигателя и конусом инструмента. Они требуют принудительного охлаждения из-за сильного нагрева. Они используются в деревообрабатывающей, мебельной, стоматологической и часовой промышленности,
Диапазон скоростей 18000 об/мин и выше — сверхвысокоскоростной. Они используются в микроэлектронике, микрохирургии и ювелирном деле. Они изготавливаются в виде монолитных мотор-шпинделей с жидкостными или пневматическими подшипниками и диэлектрической принудительной охлаждающей жидкостью.
Высокоскоростные шпиндели очень редко используются в горизонтальных станках: это область применения вертикальных типов. В основном они изготавливаются на заказ для специальных, узко ограниченных применений.
По скорости
Скорость привода зависит от конструкции приводных механизмов. Чугунные направляющие в станине имеют много преимуществ с точки зрения точности, жесткости обработки и низких затрат на ремонт, но они ограничивают скорость перемещения и имеют короткий срок службы. Большие поверхности, трущиеся друг о друга, требуют более мощных двигателей подачи. В сочетании с приводом с парой винт-гайка скорость такой системы не превышает 1000 мм/мин.
Направляющие на шарикоподшипниках представляют собой новый этап в развитии станков. Это гибкие элементы привода, используемые в широком спектре станков. Их основные преимущества — простота монтажа, широкий модельный ряд, хорошая технологичность и низкое сопротивление трению. Они используются во всех типах современных фрезерных станков, особенно в станках с компьютерным управлением. Серводвигатели большого объема, которые необходимы для обычных приводов, значительно увеличивают стоимость всего станка и, как правило, дороже своих механических аналогов.

Бесконсольно-фрезерные станки
Консоль является самой слабой частью фрезерного станка с точки зрения жесткости, поэтому для обработки больших и тяжелых заготовок на высоких скоростях используются фрезерные станки без консолей, так называемые «консольно-фрезерные станки»; однако эти станки менее гибкие, чем консольные. На рис. 12 показан вертикальный консольно-фрезерный станок производства Горьковского завода фрезерных станков. Стол станка 3 перемещается в продольном направлении по горизонтальным направляющим 2, которые перемещаются в поперечном направлении по направляющим станины 1. Таким образом, стол настольных фрезерных станков перемещается только горизонтально в продольном и поперечном направлениях (поперечный стол). Шпиндельная бабка 4 перемещается вертикально по вертикальным направляющим колонны.
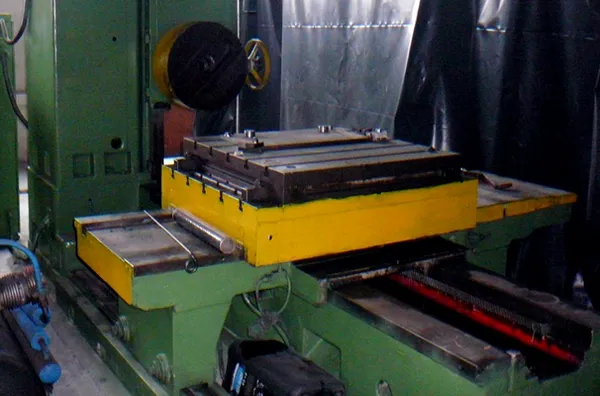
Горизонтально-фрезерные станки изготавливаются различных размеров, так как размеры обрабатываемых заготовок увеличиваются и требуются фрезерные станки с большими рабочими столами. При больших размерах станка поднимать и опускать рычаг стола становится нецелесообразным, поэтому столы, перемещающиеся только в продольном направлении, заменяются столами с поднимающимся рычагом. Такие станки называются фрезерными. Фрезерные станки со станиной предназначены для обработки поверхностей больших заготовок.
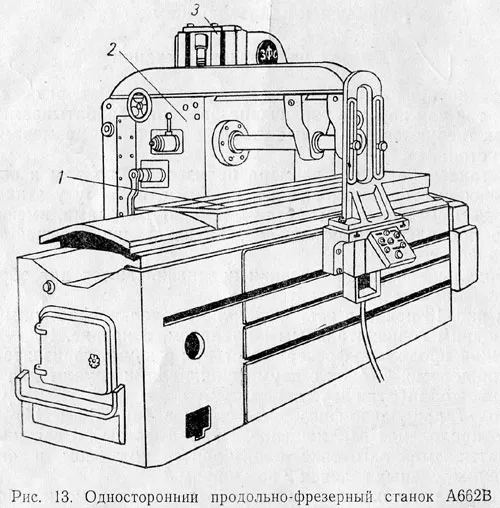
На рис. 13 показан одноосевой продольно-фрезерный станок с одним горизонтальным шпинделем, а на рис. 14 — двухосевой продольно-фрезерный станок с двумя горизонтальными шпинделями. Станок с двумя шпинделями используется для одновременной обработки двух поверхностей.
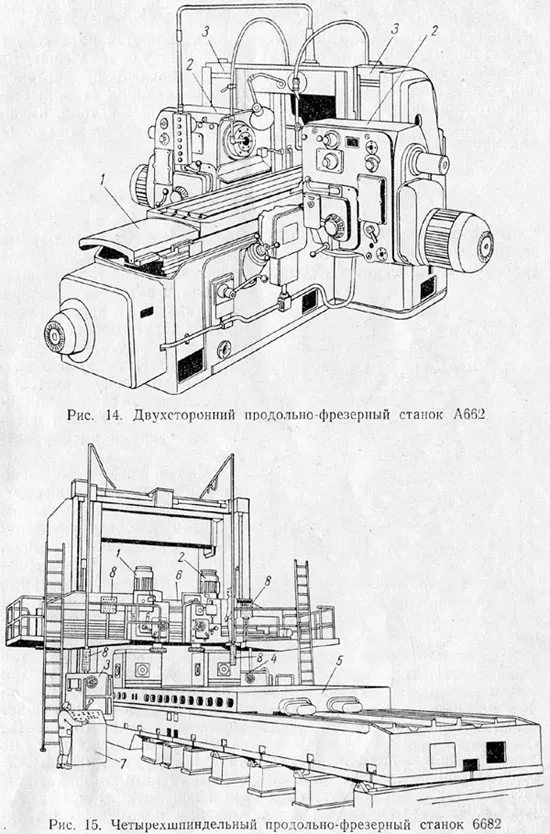
Стол 1 фрезерных станков со станиной (рис. 13 и 14) может перемещаться только в продольном направлении. Фреза направляется вертикально к заготовке путем подъема и опускания шпиндельных головок 2 на основаниях 3. При необходимости одновременной обработки более двух поверхностей применяют многошпиндельные продольно-фрезерные станки, у которых наряду с горизонтальными шпинделями имеются вертикальные. На рис. 15 показан четырехшпиндельный продольно-фрезерный станок со столом 3,6 х 12 м, предназначенный для трехмерной обработки четырех поверхностей крупных заготовок массой до 120 т, длиной до 12 м, шириной до 3,6 м и высотой до 3,6 м. Станок имеет четыре вращающиеся шпиндельные головки: две вертикальные головки 1 и 2, установленные на траверсе 6, и две горизонтальные головки 3 и 4, установленные на боковых опорах. Стол 5 станка может перемещаться только в продольном направлении. Вертикальная установка шпиндельных головок 1 и 2 осуществляется путем надвигания траверсы 6 на колонны станка, поперечная (боковая) установка — путем надвигания самих головок вдоль траверсы 6. Шпиндельные головки 3 и 4 устанавливаются вертикально путем надвигания их вдоль колонн станка. Управление станком осуществляется с центрального пульта управления 7. Необходимое количество оборотов каждого шпинделя устанавливается с помощью кнопок, расположенных на каждой шпиндельной бабке. Для включения и выключения вращения шпинделя, подачи заготовки и быстрого перемещения стола, траверсы и шпиндельных головок, а также для включения охлаждения непосредственно из рабочей зоны на каждой шпиндельной бабке имеются две кнопочные станции и две подвесные панели 8, которые дублируют друг друга. Фрезерные станки станинного типа выпускаются в СССР различных размеров, от небольших станков (рис. 13 и 14) со столом 450 х 1600 мм до огромных станков типа показанного на рис. 15. Шпиндельные головки могут устанавливаться горизонтально или вертикально и быть поворотными, что облегчает обработку наклонных поверхностей заготовок. Такие станки изготавливаются на заказ с количеством шпинделей, соответствующим количеству обрабатываемых поверхностей. На Московском заводе «Красный пролетарий» используются продольно-фрезерные станки с 9 шпинделями, на которых может быть установлено до 17 различных фрез для одновременной обработки всех направляющих в станине токарного станка.
Фрезерные станки непрерывного действия
В крупном производстве используются вертикальные настольные фрезерные станки с круглым столом (рис. 16). На таких станках можно снять готовую деталь и зажать новую, пока фрезерный станок обрабатывает следующую деталь. Это позволяет покрыть время ручной загрузки и выгрузки детали машинным временем и сократить время обработки.
Дальнейшее совершенствование конструкции станков с поворотным столом привело к разработке карусельного фрезерного станка. Так называют вертикальные бесстольные фрезерные станки с большим круглым поворотным столом в форме карусели. Эти станки имеют два или три шпинделя, один из которых используется для чистовой обработки, что также повышает производительность, так как две операции (черновая и чистовая) совмещаются во времени. В СССР выпускаются поворотные фрезерные станки с диаметром стола 1000 мм (мод. 621 с двумя шпинделями) и 1500 мм (мод. 623 с двумя шпинделями и мод. 623Б с тремя шпинделями).
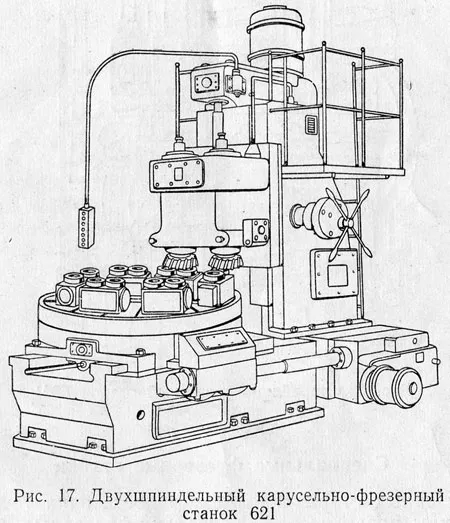
На рис. 17 показан фрезерный станок с двумя шпинделями мод. 621, изготовленный на Горьковском заводе фрезерных станков. Барабанные фрезерные станки применяются для одновременной непрерывной обработки заготовок с двух концов. В барабанном фрезерном станке (рис. 18) заготовки устанавливаются на круг, вращающийся вокруг горизонтальной оси — барабанного стола, так что оба конца могут обрабатываться одновременно поочередно черновой и чистовой фрезами.
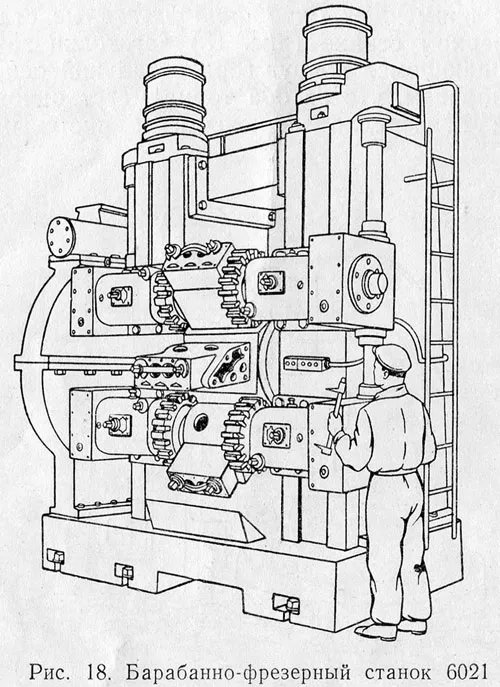
Обработка двусторонних заготовок на ротационно-фрезерном станке вдвое производительнее, чем на круглофрезерном. Зажим и разжим заготовки на барабанном фрезерном станке также осуществляется непрерывно в процессе обработки. В СССР выпускаются фрезерные барабаны с диаметром барабана 1000 мм (модель 6021), 650 мм (модель 6022) и 900 мм (модель 6023). Карусельные и барабанные фрезерные станки широко применяются для обработки пустых панелей кузовов автомобилей и тракторов на ЗИЛе, МЗМА, ГАЗе, МАЗе, ХТЗ, ЛТЗ, ВТЗ, Заволжском моторном заводе и других крупных и серийных заводах.







