Нержавеющая сталь — это высоколегированная сталь, которая содержит большое количество хрома, титана, никеля и молибдена. Эти металлы защищают от коррозии и улучшают общие свойства изделий. Материал трудно поддается сварке из-за низкой теплопроводности. С ним необходимо работать при пониженном напряжении и обратной полярности.
Как варить нержавейку – 7 основных способов
Если вы хотите досконально разобраться в сварке нержавеющей стали, в этой статье вы найдете подробное описание процедур, методов и типов сварки, а также используемых сварочных материалов и оборудования.
В большинстве случаев выбор процесса сварки связан с самим изделием. Проще говоря, если деталь для авиационного двигателя, изготовленная из жаропрочного никель-хромового сплава, должна быть сварена в заводских условиях, используются автоматические и полуавтоматические сварочные процессы.
Если сварка должна производиться в домашних условиях, например, резервуара в ванной, то используется процесс ручной дуговой сварки.
Назовите основные процессы, используемые в строительстве при сварке нержавеющей стали:
- в среде аргона неплавящимся электродом;
- полуавтоматическая в газовой смеси или в среде чистого инертного газа;
- плазменная;
- контактная;
- лазерная и электронно-лучевая;
- Ручная плавящимся электродом
- сварка давлением (холодная).
Теперь рассмотрим методы, используемые в домашних условиях:
- ручная дуговая – наиболее часто применимая.
- Полуавтоматическая в среде аргона или порошковой проволокой – используется нечасто, как правило для ремонта техники.
Как варить нержавейку электродом (ММА)

Для сварки коррозионно-стойкой стали электродами необходимо сначала выбрать правильные электроды. Использование электродов, не подходящих для сварки нержавеющей стали, очень часто приводит к образованию трещин в швах и коррозии.
Еще одним негативным моментом является то, что прочность сварного шва ниже, чем прочность основного металла детали.
Мы не будем рассматривать этот метод сейчас, но подробно обсудим его позже в этом разделе: сварка нержавеющей стали электродами в домашних условиях.
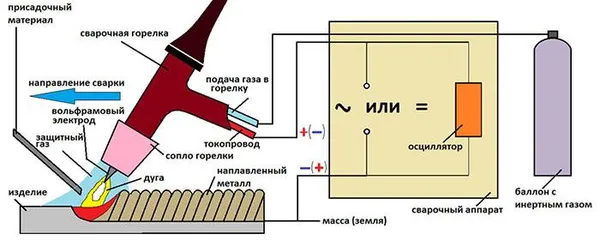
Как варить нержавейку аргоном (TIG сварка)

В отличие от сварки штучным электродом, аргоновый процесс осуществляется неплавящимся вольфрамовым электродом. Этот вид дуговой сварки очень хорошо подходит для тонкого металла, толщина которого не превышает трех миллиметров. Он не очень удобен для более толстых деталей, так как процесс идет довольно медленно.
Этот метод используется для сварки нержавеющей стали на постоянном поляризованном токе — когда положительный полюс подключен к изделию, а отрицательный — к горелке.
Лучше всего использовать аппараты с бесконтактным поджигом дуги (с осциллятором).
Продувка газом должна выполняться в начале процесса для удаления воздуха, застрявшего в горелке и трубах, и для защиты сварного шва.
Необходимо следить за тем, чтобы присадочная проволока и неплавящийся электрод оставались в зоне защитного газа в течение всего процесса сварки. В противном случае из-за плохой защиты сварной шов будет насыщен кислородом и азотом, и дуга будет гореть нестабильно.
Как сваривать нержавейку электродом в домашних условиях

В домашних условиях сварка нержавеющей стали обычно выполняется с помощью дешевого инвертора и обычного для этих сталей электрода. В этом разделе мы остановимся на особенностях и технике сварки электродом, что очень полезно для начинающих сварщиков.
Теперь кратко рассмотрим процесс сварки.
Объект, подлежащий сварке, подготавливается к сварке, края шлифуются до металлического блеска, поверхность должна быть обезжирена.
Сами кромки должны быть обрезаны в соответствии с ГОСТом, если толщина детали составляет 3 мм и более. Резка кромок обычно производится на фрезерном станке.
Подключите станок. Очень важным моментом является полярность при сварке. В нашем случае мы используем обратную полярность (подключаем положительный полюс аппарата к клемме, а отрицательный — к кабелю заземления).
Если у вас нет аппарата или вы хотите узнать, какие бывают типы сварочных аппаратов, перейдите по этой ссылке.
Теперь нужно припаять булавкой, чтобы края не оторвались в процессе пайки. Разместите сварку заклепок на расстоянии 100-160 мм друг от друга. Длина скобы обычно составляет от 10 до 50 мм. Прихваточные швы должны быть оплавлены или пропилены во время сварки. Практика показывает, что прихваточные швы следует распиливать, если требования к сварному шву высоки (шов должен пройти неразрушающий контроль), иначе появятся поры.
Теперь можно приступать к сварке.
Делаем оговорку, если вам нужно сварить, но температура воздуха ниже минус 10 градусов, то изделие необходимо нагреть до 100 — 120 градусов газовой горелкой или индуктором.
Для того чтобы начать сварку, необходимо зажечь дугу. Это делается следующим образом: Сварочный электрод подносят к изделию на опоре и кончиком электрода несколько раз касаются поверхности.
Существует два типа движения: постукивание — удар кончиком электрода по поверхности — и зажигание — движение такое же, как при зажигании спички. В данном случае нет конкретных рекомендаций относительно того, какой из этих двух типов следует использовать. Вы сами решаете, как вам лучше поступить.
Нержавеющую сталь следует сваривать минимальным током, чтобы не перегреть металл, используя электроды малого диаметра 1,6-2,5 мм (максимум 3 мм). Если использовать электроды большего диаметра, процесс будет очень затруднен из-за перегрева.
В самом процессе нужно стараться, чтобы дуга была небольшой, длина дуги не должна быть больше диаметра электрода. Этот термин является скорее рекомендацией, но плавление обеспечивает лучшую защиту.
Нержавеющая сталь имеет высокий коэффициент литейного расширения, что означает, что при нагревании в процессе сварки материал значительно расширится. Это приведет к деформации (изгибу детали). Чтобы избежать этого явления, не следует перегревать металл и поддерживать температуру детали вблизи зоны сварки, не позволяя ей подниматься выше 150-180ºC.
Если сварка длится долго и требуется замена электродов, место прерывания дуги следует зачистить абразивом и возобновить сварку новым электродом. Если место не зашлифовать, появятся поры.
Если сварка производится в несколько проходов, то после одного прохода следует подождать, пока металл остынет примерно до 100 градусов. Это также необходимо для уменьшения межкристаллитной коррозии, риск которой возрастает при сильном перегреве металла.
Технология сварки нержавеющей стали электродом
Нержавеющая сталь сваривается с помощью зажигаемой дуги. Она возбуждается путем замыкания двух полюсов с помощью источника тока. Один полюс подключается к изделию с помощью кабеля и зажима, а другой — к горелке или муфте. Расстояние 3-5 мм между кончиком электрода и заготовкой позволяет дуге гореть равномерно.
Ее температура вызывает расплавление металла и образование жидкой ванны. Она заполняет сварной шов и образует единый шов. Присадочный металл используется для увеличения высоты и ширины сварного шва (способ подачи присадочного металла зависит от процесса сварки).
Способы сварки нержавейки
Электродная сварка легированной стали выполняется с использованием одного из трех различных процессов, которые определяют производительность, стоимость и качество соединения.
Ручная электродом (ММА, РДС)

Используется источник постоянного тока (инвертор, выпрямитель, сварочный генератор). Сварщик использует муфту с плавящимся электродом. Электродный стержень является присадочным металлом, а его покрытие защищает сварочную ванну от воздействия внешней среды.
Это самый дешевый вариант, не требующий дорогостоящего сварочного оборудования. Расходные материалы также доступны. Однако качество сварных швов далеко от идеального, хотя швы могут быть герметичными.
Ручная аргоном с вольфрамовым электродом (TIG)

Это делается с помощью источника постоянного тока, к которому подключаются два провода. Один из них является заземлением, другой ведет к горелке. В сопле горелки находится вольфрамовый электрод. Он не плавится, поэтому короткого замыкания не происходит. Сварщику легче поддерживать постоянную высоту дуги, а сварной шов получается более гладким, плотным и однородным. Присадочный металл также подается другой рукой сварщика. Сварочная ванна защищена инертным газом, выбрасываемым из сопла горелки.
Качество швов при сварке TIG выше, но процесс идет медленнее. Расходные материалы (вольфрамовые электроды, газ) стоят дорого. Оборудование также отличается по цене от ММА.
Полуавтоматическая сварка проволокой (MIG)

При полуавтоматической сварке используется оборудование постоянного тока и механизм питания. Он толкает проволоку, которая служит расходуемым электродом. Однако длина проволоки поддерживается постоянной с помощью сопла горелки, и высоту дуги легче контролировать. Для защиты сварочной ванны газ подается из баллона с пониженным давлением к сварочному аппарату через клапан.
Полуавтоматическая сварка является наиболее эффективным процессом, но отстает от TIG-сварки по качеству шва. Расходные материалы для этого процесса сварки дороже, чем для сварки TIG.
Способы сварки
Существует три способа сварки нержавеющей стали в домашних условиях с помощью инвертора:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Сваривать нержавеющую сталь инверторным сварочным аппаратом любой марки. Для работы в домашних условиях выбирайте самую простую модель. Опытные мастера даже сами изготавливают оборудование, по характеристикам не отстающее от заводских аналогов. Инвертор должен иметь режим ручной сварки (ММА) и регулируемый ток в пределах 20 — 200 А. Для сварки нержавеющей стали желательны следующие параметры:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Внимание.
При выборе инвертора внимательно читайте инструкцию, так как не все модели могут работать при низких температурах.
Технология сварки обычным электродом
При сварке нержавеющей стали следует придерживаться простых правил:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
Обезжиривайте область шва во время работы. Так вы сможете поддерживать равномерное горение дуги. Сила тока начинается с 80 А. Для отвода тепла под заготовки подкладывают медные пластины.
Методика с использованием инвертора
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Прежде чем сваривать нержавеющую сталь в домашних условиях с помощью инвертора, необходимо правильно подготовить аппарат и материалы.
Рекомендуем прочитать статью Как сваривать нержавеющую сталь в атмосфере аргона.

Необходимые расходники
Если вы используете инвертор, вам нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы — зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединение листов толщиной 3 или 4 мм и получение качественного шва становится сложной задачей, которую можно решить с помощью инвертора с осциллятором и возможностью аргонодуговой сварки (АДС).
Одним из таких аппаратов может стать популярный Aurora PRO INTER TIG 200 PULSE. С помощью АДС можно получить красивые и прочные сварные швы на тонких листах или трубах.
Настройка инвертора
Перед началом сварки необходимо правильно настроить аппарат. Это делается с помощью переключателей на панели управления аппарата. Необходимые значения можно найти на панели управления:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 — 60 | 13 | 2 |
| 3,0 | 75 — 85 | 15 | 3 |
| 4,0 | 90 — 100 | 16 | 3 |
| 6,0 | 140 — 150 | 18 | 4 |
| 8,0 | 150 — 180 | 20 | 4 |
| 12,0 | 180 — 220 | 22 | 5 |
| 15,0 | 220 — 260 | 26 | 6 |
При полуавтоматической сварке или аргонодуговой сварке в защитной среде устанавливается расход защитного газа. Это делается методом проб и ошибок. Оптимальные значения составляют 6-12 л/мин. Движение проволоки в автоматической подаче устанавливается на максимальную скорость, обеспечивающую хорошее качество сварки.
Процесс пошагово
Перед началом работы мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.







