Производители предлагают оборудование для механизированной сварки с различными уровнями механизации. Фактически, технология механизированной сварки идентична ручной сварке с точки зрения физических и тепловых процессов. Разница заключается в обрабатываемости, скорости формирования шва и качестве соединений.
Механизированная дуговая сварка
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 24.06.2015 |
| Размер файла | 435,4 K |
Студенты, аспиранты и молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
1. механизированная сварка в газовой среде
Механизированная (полуавтоматическая) дуговая сварка — это процесс дуговой сварки, при котором подача расплавленного металла или присадочного материала или относительное движение между дугой и изделием осуществляется с помощью механизмов.
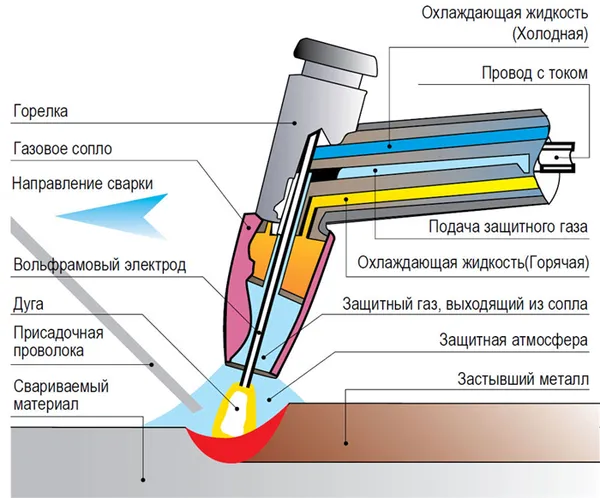
При механизированной сварке в качестве сварочных электродов используется сплошная проволока, порошковая проволока и самозащитная порошковая проволока. При использовании сплошной проволоки или порошковой проволоки для защиты дуги и металла шва применяются защитные газы. Защитный газ обтекает область дуги и защищает ее от воздействия окружающей среды. Без защиты химический состав и механические свойства металла шва резко ухудшаются. Тепло дуги расплавляет основной и присадочный металл. Расплавленная сварочная ванна кристаллизуется и образует сварной шов. Подача защитного газа показана на рисунке 1.
Рисунок 1. Схематическое изображение подачи защитного газа в зону сварки: 1 — сопло; 2 — электрод; 3 — зона дуги; 4 — защитный газ; 5 — расплавленный металл в сварочной ванне; 6 — свариваемый объект.
В соответствии с AWS ASO «Термины и определения» газовая дуговая сварка в защитной среде называется GMAW — газовая дуговая сварка металлов.
В качестве защитных газов используются инертные газы (аргон и гелий). Такой тип сварки называется MIG (Metal Inert Gas), а также активные газы (углекислый газ, водород, кислород и азот) или их смеси (Ag + He, Ag + C02, Ag + 02, CO2 + 02 и т.д.). Такой тип сварки называется MAG (metal active gas). Выбор защитного газа зависит от свариваемого материала и используемого электрода.
Нержавеющие, жаропрочные и другие стали, а также цветные металлы (титан, никель, медь, алюминий) свариваются под защитным газом (аргон, гелий) и их смесями. Защитные газы не взаимодействуют с расплавленным металлом и его оксидами, они только защищают зону дуги и жидкую сварочную ванну от кислорода и азота воздуха.
Дуговая сварка в среде защитного газа используется в тех случаях, когда сварка другими методами приводит к ухудшению результатов или вообще невозможна.
Механизированная С02 дуговая сварка расходуемым электродом относится к MAG-сварке и широко используется в промышленности для сварки углеродистых, низколегированных и других сталей.
Наибольшее применение С02-сварка находит в судостроении, машиностроении, строительстве трубопроводов, монтажных работах, строительстве котлов и аппаратов и т.д.
— Высокая эффективность сварки, которая достигается за счет хорошего использования тепла дуги,
— высокое качество сварных швов,
— возможность сварки в различных пространственных положениях с помощью полуавтоматической и автоматической сварки,
— низкая стоимость защитного газа,
— возможностью сварки на весу без опоры.
— По сравнению с ручной сваркой требуется менее квалифицированный персонал.
Подобные документы
Классификация электрической сварки плавлением по степени механизации процесса сварки, роду тока, полярности, характеристикам электродов, типу защиты зоны сварки от атмосферного воздуха. Характеристика дуговой сварки под флюсом и дуговой сварки в среде защитного газа.
Выбор и обоснование процессов сварки и сварочных материалов, рода тока и полярности. Свойства основного металла. Описание сварочного оборудования для механизированной сборки. Расчет процессов ручной дуговой сварки и механизированной сварки в CO2.
Общие критерии выбора технологии и процесса сварки. Химический состав сварочной проволоки Св-08Г2С. Параметры процессов механической сварки, влияющие на размер и форму сварного шва. Контроль сварочных материалов и меры безопасности.
Сущность дуговой сварки под защитным газом. Описание сварной конструкции. Обоснование выбора материала, типа изготовления и оборудования. Расчет видов сварки. Техника безопасности, противопожарная защита и охрана окружающей среды.
Материал и сварочные свойства стали 20Х12ВНМФ как высоколегированной жаропрочной стали. Виды сварки: ручная дуговая сварка, сварка под флюсом, дуговая сварка, сварка в среде защитного газа. Схема переноса жидкого металла при электронно-лучевой сварке.
- главная
- рубрики
- по алфавиту
- вернуться в начало страницы
- вернуться к началу текста
- вернуться к подобным работам
Особенности
Полностью механизированная сварка — это изначально автоматизированный процесс соединения деталей, при котором оператор только настраивает оборудование и контролирует его работу. Аппарат сам зажигает и поддерживает дугу, направляет ее вдоль сварного шва и подает присадочную проволоку, флюс или защитный газ.
При полумеханизированной сварке присадочные металлы подаются автоматически, а сварщик отвечает за геометрию сварного шва. Он перемещает сварочную горелку с соответствующей скоростью в нужном направлении. Полностью или частично механизированные процессы также регулируются стандартами на сварочные технологии.
Область применения
Механизированные сварочные машины используются для получения прямых, окружных и изогнутых сварных швов, а также для выполнения соединений в труднодоступных местах. Механизированные машины подходят для тонких и средних деталей. Они используются для сборочных и ремонтных работ и полезны в аварийных ситуациях. Полностью механизированные линии используются в серийном производстве, а полумеханизированные линии с подачей потока и газа применяются в основном в транспортной технике. Шипы свариваются на механизированных линиях, рамы автомобилей — на наклонных машинах. Автоматическая сварка под флюсом и в среде углекислого газа применяется при производстве прямошовных и спиральных труб.
Механизация процесса сварки учитывает особенности сварки различных металлов. Углекислый газ необходим для сварки углеродистых и низкоуглеродистых сплавов. Алюминий, титан и магний плавятся под облаком защитного газа. Чугун, некоторые алюминиевые сплавы и легированные стали свариваются с использованием различных флюсов. Каждый процесс автоматизированной сварки стоит рассмотреть подробнее.
В среде углекислого газа
Потребление CO2 зависит от типа электрода, мощности дуги и потока воздуха. Если струя газа направлена в сторону от ветра или потока, качество сварного шва ухудшается. Механическая дуговая сварка используется для соединения деталей, содержащих углерод:
- до 2,14% (низкоуглеродистые сплавы);
- от 3 до 5 % (среднеуглеродистые).
Детали толщиной до 40 мм можно сваривать, 80 мм металла можно сваривать в газовой смеси. Процесс регламентируется ГОСТ 14771-76. Струя выходит из сопла, обтекает сварочную дугу и защищает расплавленную ванну от окисления.
В инертных газах
При механической сварке в газовой защите металлы не окисляются при нагреве. При подаче аргона с плотностью в 1,5 раза выше плотности воздуха над свариваемыми кромками образуется стабильное аргоновое облако. Такая защита ванны используется во всех видах сварки металлов, где требуется качественное соединение или где обычная дуговая сварка невозможна, например, при сборке стального проката:
- из цветных металлов (меди, никеля, алюминия, титана);
- жаропрочных и конструкционных сталей, склонных к окислению при нагреве;
- некоторых видов нержавейки.
Инертные газы защищают металл от кислорода, азота и других компонентов воздуха, которые могут повлиять на свойства сварных соединений.
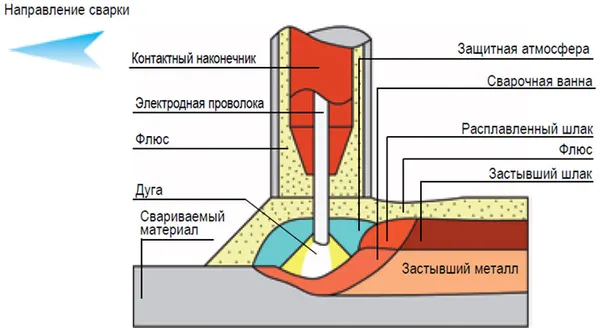
Под флюсом
Согласно национальному стандарту 8713-79, токи можно разделить на две группы в зависимости от производственного процесса:
- плавленые представляют собой однородный конгломерат, получаемый путем спекания компонентов;
- неплавленые бывают двух видов: керамические – это порошки с клеевой основой; спеченые сначала спекают при высоких температурах, затем измельчают до нужной фракции.
Смеси и порошки силиката марганца наносятся перед механизированной сваркой в токе ядра. Защитный состав образует шлаковую корку при нагреве дуги. Оставшиеся частицы n собираются для повторного использования.
Обзор видов
История процессов механизированной сварки довольно длинная. Для этого процесса часто используется углекислый газ (чистый или в сочетании с кислородом). С помощью этого процесса свариваются черные металлы и среднелегированные стали. Расход углекислого газа зависит от мощности дуги и расхода воздуха. Алюминий, титан, магний и их сплавы свариваются в атмосфере защитного газа.
Однако эти газы можно использовать и для других целей, поскольку они позволяют сваривать все металлы и их сплавы. Подавляющее большинство металлов, используемых в промышленности, можно сваривать с помощью флюса. Это порошкообразный материал, плавление которого в некоторых случаях удобнее, чем использование обычных электродов. Флюс обычно представляет собой силикат марганца.
В некоторых случаях сварка низкоуглеродистой и низколегированной стали производится порошковой проволокой с флюсом. Суть ее заключается в том, что груз помещается в металлическую оболочку. Чаще всего используется порошковая проволока трубчатого сечения. Металлы выбираются в зависимости от типа свариваемого материала. Также используются присадки:
- защищают расплав от засорения кислородом и азотом;
- повышают плавность горения дуги;
- улучшают характеристики создаваемых швов.
Электросварка может осуществляться контактной или дуговой сваркой. В первом случае электроды подносятся очень близко к свариваемому изделию. В первом случае электроды располагаются на небольшом расстоянии на свариваемом объекте. Напряжение составляет несколько вольт или меньше. Сварка сопротивлением — это не то же самое, что точечная сварка.
Однако производители предпочитают электродуговую сварку. Электрическая дуга создается в пространстве между электродом и металлом (сплавом). Она создается не в воздухе, а в среде ионизированного газа. Источником газа может быть либо газовый баллон, либо процесс горения покрытия электрода.
Аргонодуговая сварка TIG и полуавтоматическая сварка проволокой — MIG-MAG — широко используются в промышленности.
Требования
Не существует конкретного ГОСТа, который бы конкретно описывал процесс механической сварки. Существует ряд специальных нормативных документов, которые отражают основные виды. Например, особые требования предъявляются к:
- терминов и ключевых понятий (2601-84);
- классификации видов сварочных работ (3.1705-81);
- сварки плавлением (11969-79);
- дуговой сварки в газовой среде (14771-76);
- сварки под флюсом (8713-79).
Хороший сварщик должен быть знаком со всеми этими основными стандартами. Полезно также ознакомиться с ГОСТом:
- 12.3.003-86 – о безопасности при электросварочных работах;
- 3242-79 – методы контроля сварных соединений;
- 7512-82 — неразрушающий контроль;
- 6996-66 — определение механических свойств сварных соединений;
- 8713-79 — сварка под флюсом;
- 14782-86 — точечные соединения при дуговой сварке;
- 15878-79 — контактная сварка.
В каждом конкретном случае должен быть подготовлен план сварочных работ; в качестве альтернативы в план работ добавляется раздел, посвященный сварке. В технологической документации указывается объем выполняемых работ и тип сварных швов. Сварщик должен придерживаться планов сварочных работ. Перед началом работы свариваются образцы допусков, которые точно соответствуют будущей основной продукции. Размеры длины и другие практические параметры обрабатываемых деталей и блоков должны обеспечивать их применимость и гарантировать достаточную функциональность.
В радиусе 10 м от места проведения механических сварочных работ не должно быть легковоспламеняющихся, горючих и взрывоопасных веществ. Все коммуникационные линии должны быть защищены от механических повреждений и высоких температур во время проведения работ. Помимо входного и операционного контроля, обязательным является оценка соответствия выполненных работ и созданных конструкций соответствующим стандартам.
Величины выполняемых соединений определяются в каждом конкретном случае. Самовольные отклонения от исходных параметров не допускаются.
Иногда в процессе используется устройство подачи проволоки. Инертный газ обычно подается через полые сопла с определенным сечением. Они нормализованы:
- электрическая мощность;
- сварочный ток;
- ширина обрабатываемых областей;
- напряжения холостого хода;
- число ступеней регулировки тока.
Порошковые проволоки
Очень распространенный процесс сварки низколегированных сталей, углеродистых сталей и различных сплавов. Для этого вида работ чаще всего используется смесь аргона и углекислого газа или только углекислый газ. Процесс соединения металлов таким способом аналогичен другим видам проволоки.
Порошковая проволока — это специально изготовленная проволока, заполненная специальным флюсом или металлическим порошком. Эта проволока изготавливается по специальной технологии с различными наполнителями для сварки различных типов стали. Проволока, заполненная металлическим порошком, используется для значительного увеличения количества наносимого металла. Она доступна только на станках d
Применяемое оборудование
- источник сварочного тока;
- механизм подачи проволоки;
- комплект соединительных шлангов, управляющего и силовых кабелей;
- сварочную горелку;
- газобаллонную аппаратуру: баллоны с защитным газом или магистраль, редуктор, газовый коллектор, соединительные шланги.







