Существует ряд ограничений, особенно в контексте переменного тока. В этом примере цифра 0 указывает, что возможно использование на постоянном токе с обратной полярностью.
Электроды для дуговой сварки: классификация, правила выбора
О чем идет речь? Сварочные электроды для дуговой сварки классифицируются по множеству параметров. Основными характеристиками являются назначение, тип тока, диаметр и вид покрытия.
Что следует учитывать? При выборе электродов важно обратить внимание на тип металла, который вы будете сваривать. Еще один ключевой параметр – толщина свариваемой детали, поскольку это напрямую влияет на мощность, необходимую для сварки, и на диаметр используемого электрода.
В результате чтения этого материала вы узнаете:
- Устройство электрода для дуговой сварки
- Классификация электродов для дуговой сварки
- Разновидности покрытий электродов для ручной дуговой сварки
- Электроды для дуговой сварки и наплавки чугуна
- Электроды для дуговой сварки цветных металлов
- Часто задаваемые вопросы об электродах для дуговой сварки
Устройство электрода для дуговой сварки
С развитием новых технологий сварки, таких как MIG/MAG и TIG, ассортимент материалов, используемых для сварки, значительно расширился. Тем не менее, плавкие электроды для ручной дуговой сварки (MMA) остаются наиболее распространенным вариантом.
Это вполне оправдано, поскольку стоимость компактных сварочных трансформаторов и инверторов снизилась, и сейчас сварочные работы доступны практически каждому желающему. Однако разнообразие доступных стержней из проводящего материала может вызвать затруднения даже у опытного сварщика.

Обычно характеристики, относящиеся к электроду, носят рекомендательный характер. Так, вполне возможно использовать электроды из нержавеющей стали, которые предназначены для работы на постоянном токе, в процессе сварки переменным током.
Однако неправильное использование электродов может привести к недостаточному качеству сварного шва, что дополнительно усложнит сам процесс сварки. Поэтому перед использованием нового сварочного аппарата обязательно выясните, какими электродами стоит обрабатывать определенные металлические материалы.
Электрод для сварки довольно прост по своему устройству – это стержень из проводящего электричества материала, который покрыт специальной смесью. Его главная цель – обеспечить взаимодействие между анодом и катодом для поддержания электрической дуги, а если речь идет о плавком электроде — предоставить металл для формирования шва.
Обмазка предназначена для создания газовой оболочки, которая препятствует окислению расплавленного металла во время горения. Кроме того, она помогает стабилизировать горение дуги, упрощает процесс ее зажигания и модифицирует свойства металла шва.
Ключевая особенность ручной сварки с использованием покрытого электрода заключается в образовании защитного шлака, который возникает над сварочной ванной из-за продуктов сгорания обмазки. Плотность шлака ниже, чем у расплавленного металла, поэтому, пока металл остается жидким, шлаковая масса надежно покрывает его сверху, защищая от воздействия окружающей среды.
Тем не менее, шов обычно формируется в несколько проходов, и перед каждым из них необходимо убирать застывший расплав. Если этого не сделать, частицы шлака могут остаться внутри сварного шва, что приведёт к снижению его прочности. Убрать шлак нужно и после завершения сварочного процесса, особенно если сваренные детали планируется покрасить.
Конструкция электрода
Сварочные электроды состоят из трёх ключевых компонентов:
- металлический или неметаллический стержень;
- покрытие или обмазка (в некоторых вариантах может отсутствовать);
- контактный наконечник.
В качестве основного элемента сварочного электрода используется холоднодеформированная проволока с сечением от 0,3 до 12 мм.
В процессе производства стержней применяется сталь, относящаяся к трем основным категориям:
- углеродистая — предназначенная для сварки углеродистой и низколегированной стали;
- легированная — применяемая для соединения деталей из легированной, конструкционной и жаропрочной стали;
- высоколегированная — используемая при работе с нержавейкой, хромоникелевыми и хромистыми сплавами.
Во время сварки стержень плавится, наполняя сварочную ванну расплавленным металлом. Параллельно плавится и обмазка, которая создает защитное газовое облако, исключающее контакт кислорода с областью сварки.
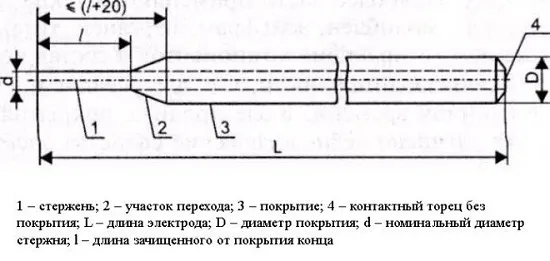
Устройство сварочного электрода
Назначение
Выбор электродов определяет глубину прогрева металла, скорость зажигания и устойчивость электрической дуги.
Электроды должны обладать следующими характеристиками:
- обеспечивать образование качественного шва с требуемым химическим составом;
- поддерживать стабильную дугу на протяжении всего процесса сварки;
- защищать расплав от доступа кислорода;
- сводить к минимуму разбрызгивание раскаленного металла;
- легко отделяться от шлака и обеспечивать его простое удаление с поверхности шва;
- обладать высокой прочностью и стойкостью к ударам сварного соединения.
В ходе сварочных работ электроды должны выделять минимальное количество токсичных газов.
Электроды для ручной дуговой сварки.
Типы электродов
Маркировка электрода состоит из группы букв и цифр, каждая из которых указывает на определенные характеристики. Для наглядности рассмотрим пример распространенных электродов с маркировкой:
Первые символы, такие как Э42А, сообщают о типе расходного элемента. Эти обозначения делаются для того, чтобы сварщик понимал, с каким металлом можно использовать конкретные электроды.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — существует 38 типов в этой группе |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей, требующих повышенных характеристик по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для ручной дуговой сварки (РДС).
- Цифра 42 — предел прочности, измеряемый в килограммах на квадратный миллиметр.
- А — указывает на то, что металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Осознавая значения этих частей маркировки, вы сможете более легко подбирать электроды по прочностным характеристикам — чем выше цифра, тем более прочным будет соединение. Например, в данном случае 42 свидетельствует о том, что сварной шов способен выдерживать нагрузку в 42 килограмма на квадратный миллиметр. В случаях, когда необходима высокая устойчивость к резким нагрузкам, выбирайте расходные материалы с приставкой «А».
Марки электродов
Э42А- УОНИ-13/45 -3.0-УД
————————————
Е432(5)-Б 1 0
Марка электрода определяется в соответствии с ГОСТом или патентуется производителем отдельно, если ее обозначение отличается от общепринятых стандартов. Марка указывает на предназначение расходных материалов. Среди стандартных марок, согласно ГОСТу, выделяются следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27; УОНИ 13/45, 13/55; МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б; ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной сталі.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620; ЦН-6Л, -12М; ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители разработали собственные марки электродов для описанных процессов и запатентовали свои обозначения. Широкую известность приобрела марка ОК от компании ESAB.
Товары из категории

- Производительность на входе, л/мин 1400
- Объем ресивера, л 500

- Хладагент R134A
- Вакуумный насос 120 л/мин

- Количество предметов в наборе, шт 387
- Вес, кг 110

- Напряжение питающей сети, В 380
- Рабочий диапазон сетевого напряжения 323–437 В
Марка расходных электродов определяет их сферу применения. В соответствии с ГОСТом, маркировка электродов бывает следующая:
- АНО-4, -6, -17, -21, -24, -36, -37, -27; УОНИ 13/45, 13/55; МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для соединения низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б; ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для соединения высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620; ЦН-6Л, -12М; ЭН-60М, ОЗН-400 — для наплавки поверхностных слоев.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для сварки под водой.
Многие производители ввели свои марки электродов для указанных процессов и запатентовали собственное обозначение. Часто встречаемой маркой является ОК от ESAB.
Диаметр электродов
Следующий код в маркировке — это диаметр металлического стержня, в нашем случае диаметр расходников составляет 3,0. Этот параметр измеряется в миллиметрах с десятичными долями и указывается через запятую.
Выбирать диаметр изделий нужно, принимая во внимание толщину свариваемых деталей и силы тока, которые вы собираетесь использовать.
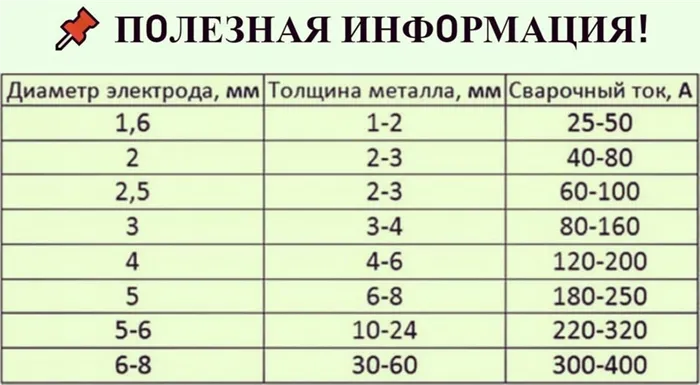
Диаметр электродов
При небольшом сечении расходников они быстро сгорают, вызывая разбрызгивание присадочного металла. Слишком толстые стержни создают значительное сопротивление, в результате чего шов получается низкого качества, и глубина проплавления остается минимальной.
Предназначение электродов
В данном примере в маркировке присутствует буква У. Этот код указывает на те металлы и сплавы, для которых эти электроды могут быть использованы:
- В — электроды предназначены для соединения высоколегированных сталей.
- Т — для работы с теплоустойчивыми сплавами.
- Л — для соединения конструкционных сталей с легирующими добавками.
- Н — для выполнения наплавки.
- У — для соединения низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Толщина покрытия обозначается буквой Д. Обмазка необходима, чтобы защитить расплавленный металл сварочной ванны от неблагоприятных факторов внешней среды.
Во время горения дуги и расплавления стержня происходит плавление покрытия. Чем толще обмазка, тем больше защитного газа выделяется в процессе сварки. Каждое определенное значение толщины покрытия указывается определенной буквой.
Часто задаваемые вопросы об обозначении электродов
Почему важно маркировать расходные материалы?
Обозначение электродов необходимо для того, чтобы сварщик мог быстро и легко подбирать соответствующие электроды для выполнения конкретных задач. Важно, чтобы маркировка соответствовала методике сварки, используемому металлу и габаритам деталей, так как это обеспечивает надежное соединение.

Для чего необходимо маркировать расходники?
Какие стандарты следует учитывать при расшифровке обозначения полярности на электродах?
Электроды маркируются в соответствии с государственными стандартами ГОСТ 9466-75 и ГОСТ 9467-75.
На что важно обращать внимание при выборе расходных материалов?
Прежде всего, необходимо учитывать технические характеристики электродов, а также экологические аспекты их применения. В некоторых расходных материалах могут содержаться токсичные вещества, которые нужно правильно утилизировать после завершения сварочных работ.
Может ли правильно подобранный электрод гарантировать надежность сварного шва?
При подборе электродов следует учитывать не только маркировку. Также важно следить за условиями хранения электрода, потому что расходные материалы могут потерять свои характеристики, будучи хранены в сыром помещении. Поэтому их рекомендуется держать в сухом месте, без повреждения оболочки стержней. Также, чтобы обеспечить качественный сварной шов, электроды стоит приобретать у проверенных производителей.
В чем разница между российской и зарубежной маркировкой?
Зарубежные электроды маркируются иначе (например, ESAB OK или Lincoln Electric Conarc), в отличие от российских аналогов.
Каждый опытный сварщик должен хорошо знать маркировку электродов для корректного выбора расходных материалов для выполнения различных сварочных работ. Это позволит обеспечить прочность и надежность соединения. Знание о маркировке и ее расшифровке поможет вам легко находить подходящие электроды для ручной дуговой сварки. Даже если в начале этот буквенно-цифровой код кажется сложным, со временем вам удастся оперативно разобраться в этом вопросе.
Редакция сайта ЦТО
Понравилась статья? Поделитесь:
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов, который объясняет следующие аспекты:
- Э46 – тип расходного материала, предназначенный для низколегированных сталей с относительно низким пределом прочности.
- АНО-21 – это конкретная марка электрода.
- Диаметр, в данном случае – 2,5 мм.
- У – предназначение электрода, указывающее на возможность его использования для низколегированных и углеродистых сталей.
Каждый читатель сможет самостоятельно завершить расшифровку этой маркировки, опираясь на предоставленную информацию.
Заключение
Начинающим сварщикам следует уделить время практике и тщательно перечитать материалы этой статьи. Именно маркировка может показаться сложной и запутанной на первых порах. Но со временем, лишь беглого взгляда будет достаточно, чтобы определить пригодность тех или иных электродов для выполнения конкретных работ.
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью