Первый тип гибочных машин идеально подходит для обработки элементов с большим сечением, тогда как второй тип предназначен для заготовок с меньшими размерами, а также для более сложных форм, таких как оконные профили.
Гибка алюминиевого профиля

В производственной и домашней сфере часто возникает необходимость в гибке алюминиевого профиля, который может быть как из чистого алюминия, так и из легированных сплавов. В данной статье мы рассмотрим, как можно согнуть профиль под определенным углом или радиусом, а также предоставим обзор гибочных станков и прочего необходимого оборудования.
Особенности гибки
Алюминий как материал обладает высокой пластичностью, что означает, что для работы с ним требуется относительно невысокая сила. Однако, важным аспектом является качество изгиба и точность соблюдения заданных размерных параметров. При гибке алюминиевых профилей необходимо учитывать несколько ключевых моментов.
- Высокую пластичность продемонстрирует исключительно чистый алюминий, то есть металл без примесей и легирующих добавок. Такие сплавы встречаются сравнительно редко, особенно когда речь идет о деталях, не предназначенных для электротехнических нужд. Процесс изгиба легированного алюминия потребует больших усилий, поскольку этот материал имеет значительно более высокую твердость. Поэтому место, где будет производиться изгиб, рекомендуется предварительно нагреть с помощью горелки или паяльной лампы, а затем медленно охладить. Следует помнить, что алюминий обладает отличными тепло проводящими свойствами, поэтому обязательно работайте в защитных перчатках. В некоторых случаях после обработки гнутую деталь может потребоваться закалить.
- Легированный алюминий демонстрирует повышенную упругость, что подразумевает необходимость задать более высокий угол гиба и меньший радиус изогнутой части. Таким образом, под воздействием упругих сил материал сможет занять правильную форму.
- Если толщина стенок профильной трубы составляет менее 2 мм, то получить качественный изгиб даже в идеальных условиях будет невозможно, и прочность конструкции существенно снизится. В таком случае лучше пересмотреть подход к проектированию, заменив гнутые элементы на сварные.
В принципе, это все важные моменты, касающиеся особенностей работы с алюминиевыми профилями. Теперь обратим внимание на оборудование, которое используется для гибки.
Особенности производства, свойства алюминиевых труб
Алюминиевые трубные профили классифицируются по способу их производства на три основных группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первой группой являются алюминиевые трубы с диаметром варьирующим от 6 до 150 мм. Они имеют общее промышленное назначение и изготавливаются в соответствии с ГОСТом под номером 18475-87.
Технологический процесс заключается в том, что берется алюминиевая болванка, в которой сверлится продольное отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Второй группой являются алюминиевые трубы с диаметром от 6 до 220 мм, производимые по ГОСТ 18482-79. В процессе их производства используется метод прессования разогретых заготовок на специализированном стане. Заготовка укладывается на матрицу и под воздействием пресса формируется в необходимую форму. После этого полуфабрикат прокатывают на стане через ролики.
Третья группа включает алюминиевые трубы, которые изготавливаются с использованием листового или лентового материала (штрипса) методом скручивания и сварки по шву, как с внутренней, так и с внешней стороны. Завершающим этапом обязательно является горячий отпуск готового изделия для снятия внутренних напряжений, образующихся в местах сварки.
Алюминиевые трубы также можно классифицировать по толщине стенок:
- тонкостенные – до 5 мм;
- толстостенные – более 5 мм.

При производстве алюминиевых труб часто применяются дополнительные операции, улучшающие их технические и эксплуатационные характеристики. Это связано с особенностями самого металла. При температурах ниже +20°С материал во время деформации может ломаться, что делает необходимыми либо термообработку, например, отжиг или закаливание, либо механическую обработку, называемую нагартовкой или наклепом.
Оба указанных метода обработки позволяют превратить пластичный и мягкий металл в более твердый и прочный продукт, который используется в различных конструкциях.
Тем не менее, главной ценностью алюминиевых труб остается высокая пластичность. Это означает, что деформировать или согнуть изделие достаточно легко, при этом оно сохраняет свои качественные характеристики.
Где применяются алюминиевые изделия
Область применения алюминиевых труб весьма обширна. К причинам их популярности можно отнести:
- недостаток необходимости в особом техническом обслуживании;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, включая возможность изгиба изделий.
Основные сферы использования алюминиевых профилей включают:
- Сельское хозяйство: в этой сфере алюминиевые трубы служат основой для создания дренажных и поливочных систем, а также для строительства ограждений для мелких животных и растений.
- Нефтедобыча: благодаря своей инертности к нефтепродуктам, алюминиевые трубы не теряют своих характеристик под воздействием химических веществ.
- Системы вентиляции: изделия из алюминия легко поддаются деформации, резке и сверлению, их просто согнуть, что значительно упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство: каркасы для беседок, ангаров и навесов изготавливаются из алюминиевых труб, также из них создают перила, козырьки и ограждения. В последнее время алюминиевые профили все чаще применяются в строении навесных фасадов.
- Изготовление мебели – стулья, кресла, столы и другие предметы интерьера.
- Рекламные конструкции – щиты, стойки, каркасы для витрин и т.д.
Процесс изгибания
Согнуть алюминиевую трубу самостоятельно в домашних условиях можно, однако в таком процессе может нарушиться плотность металла. На внешней стороне изгиба она уменьшается, в то время как на внутренней стороне она увеличивается. В результате этого может произойти разрыв на внешней стороне и сжатие на внутренней. Поэтому такой профиль можно использовать только в конструкциях, которые не подвергаются большим нагрузкам.
Сложности
При изгибании трубы в домашних условиях можно столкнуться с рядом трудностей, которые влияют на качество получаемого изделия:
- Алюминиевые профили анодного типа практически невозможно согнуть. Они очень прочные и твердые, поэтому существует высокий риск излома, что может проявляться в образовании трещин.
- В трубах, производимых с использованием прессового метода и горячей экструзии, наблюдаются большие внутренние напряжения в местах изгиба, что также может привести к дефектам.
- Дюралюминий и сплавы, содержащие марганец, характеризуются повышенной твердостью, что делает процесс их обработки значительно более сложным.
При отсутствии сертификата на трубопрокат часто можно самостоятельно определить, из какого сплава он изготовлен. Например, дюралюминий не оставляет краски на руках. Также можно постучать по трубе с использованием молотка: если издает звонкий звук, это указывает на твердость сплава. Другой способ идентификации – подточить край труба с помощью напильника; если на нем останется налет металла, значит, сплав более мягкий.
На поверхности трубных профилей производители всегда наносят маркировку, которую можно проверить по справочнику, чтобы уточнить состав сплава.
К теме также относится статья: Как производится гибка металлических труб.
Способы сгибания
Перед тем как приступить к изгибанию алюминиевой трубы в домашних условиях, нужно разобраться с доступными методами изгиба. Прежде всего, трубы можно сгибать как холодным, так и горячим способом. При выборе метода рекомендуется учитывать следующие параметры:
- толщину стенок трубы;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного продукта.
Существуют основные и часто используемые конфигурации, включающие:
- отвод – это сгиб в одной плоскости под углом от 45° до 135°;
- утка – два изгиба по 135°;
- калач – это сгиб в форме полуокружности;
- скоба – три изгиба (два крайних – по 135°, средний – 90°).
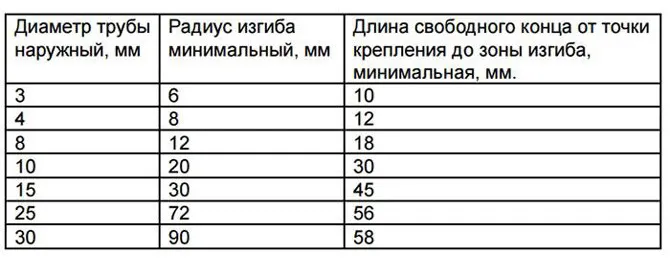
Для правильного изгиба алюминиевой трубы в домашних условиях следует учитывать некоторые рекомендации:
- При сгибании шовного изделия шов не должен располагаться в плоскости внешнего или внутреннего изгибов.
- При сгибании изделий диаметром не более 20 мм радиус изгиба не должен превышать двух диаметров трубы.
- Если сгибается профиль диаметром более 25 мм, то радиус изгиба должен быть в три раза больше диаметра трубы.
Необходимое оборудование
Одним из самых простых и надежных способов согнуть трубу в домашних условиях является использование трубогиба. На рынке представлен широкий выбор оборудования, включая ручные и механические модели.
Если целью является самостоятельное изгибание алюминиевых труб, следует рассмотреть ручные варианты. Они бывают следующих типов:
- Рычажный трубогиб, известный также как станок Вольнова. В конструкции этого станка предусмотрена специальная форма заданного диаметра, в которую помещается труба. Под воздействием рычага заготовка изгибается, и процесс выполняется без предварительного нагрева.
- Арбалетный трубогиб работает по принципу вдавливания трубы в форму, что приводит к ее изгибу.
- Пружинный трубогиб использует специальную спиральную пружину, которая помещается внутрь трубы. После этого изделие поддается нагреву, а затем выполняется изгиб. В случае с более мелкими диаметрами можно проводить данную операцию на «холодную». После завершения изгиба пружину извлекают.
Сгибание профиля дома
- Сгибание с использованием тисков. Для этой техники потребуется металлический брусок-вкладыш, который точно подходит под пазы тисков. Алгоритм действий следующий:
- поместить брусок внутрь профиля;
- зафиксировать заготовку в тисках так, чтобы брусок совпадал с губками тисков;
- осторожно начать изгибать профиль;
- освободить тиски и сдвинуть профиль на 0,5 миллиметра;
- повторять процедуры до достижения необходимого результата.
Данный способ не отличается высокой точностью, и получить идеально ровный изгиб с первого раза вряд ли получится; однако с каждым новым изделием уровень аккуратности сгиба будет расти.
- Приобретите два или четыре ролика небольшого диаметра и ширины, превышающей высоту профиля.
- Закрепите заготовку на ровной поверхности, чтобы она могла свободно перемещаться, создавая достаточное расстояние для прохода профиля.
- Работа завершена. Для выполнения круглого изгиба потребуется лишь два ролика. Чтобы регулировать радиус, требуется три ролика, а заготовка будет вставляться между ними и прокручиваться.
Такой метод является альтернативой дорогим способам изгиба алюминиевых профилей, позволяя при минимальных вложениях получить ровный изгиб. Тем не менее, если вы планируете регулярно заниматься подобными работами, стоит рассмотреть возможность покупки компактного стационарного устройства, стоимость которого начинается от 10,000 рублей. Это оборудование быстро оправдает вложенные средства, поскольку использование тисков или самодельных роликов для постоянной работы не является удобным решением.
4 метода гибки алюминиевой трубы
Независимо от стоимости, для гибки профиля могут применяться различные технологии. К основным методам относ抚ятся изгиб через проталкивание, прокатку, обкатку и сгибание под давлением. Оборудование для каждого способа отличительно.
1. Гибка проталкиванием.
Это оптимальный способ для создания плавного изгиба, который часто используется для изготовления арок и дуг. Радиус кривизны в данном случае будет невелик и обычно составляет 5-6 диаметров самой трубы. Для достижения такого изгиба изделия проталкиваются между фиксированным и отклоняющим роликами.
Уровень кривизны определяется в зависимости от расположения ролика. Этот метод не отличается высокой точностью, поэтому рекомендуется проводить тестовую работу для определения характеристик обрабатываемого материала. Данный метод подходит для профильных труб с диаметром не более 100 мм.
Если диаметр трубы больше, лучше использовать метод прокатки. Проталкиванием удобно изгибать профиль для создания декоративных конструкций, таких как перила или ограждения, которые могут быть частью мебели или интерьера.
2. Гибка прокаткой.
В данном случае применяется трубогиб с тремя роликами. Заготовки прокатываются между этими элементами. Ролики, движущие трубу, имеют специальный привод, а положение роликов влияет на уровень кривизны.
Хотя точность прокатки довольно низкая, возможность многоразовой обработки позволяет добиться нужного результата. Гибка алюминиевых труб методом прокатки требует определенного опыта и навыков и подходит для заготовок с большими сечениями.
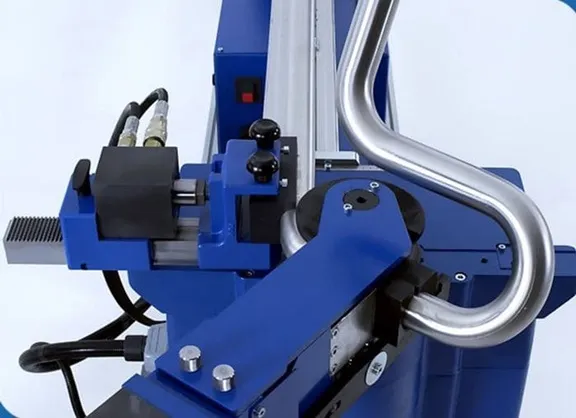
3. Гибка обкатыванием.
Этот способ подразумевает обкатку трубки вокруг ролика фиксированного диаметра, с использованием либо подвижной планки, либо ролика для создания внешнего воздействия. Заготовка не фиксируется на станке. Данный способ можно применять на различном оборудовании.
При обкатке не используется дорн, что делает его нецелесообразным для труб малого диаметра — их может просто сжать. В радиусе изгиба минимальный размер трубы должен составлять не менее 2,5. Результатом может стать отсутствие идеальной формы в области изгиба.
4. Гибка давлением.
Для данного метода используются прессы со специфическими штампами, которые имеют заранее заданную форму. Внешнее давление вызывает деформацию трубы, заставляя ее принимать нужный вид. Существуют недостатки этого способа, такие как высокая стоимость пресс-формы и возможность разброса пружинящих характеристик готового изделия.
Использование давления целесообразно, когда необходимо не только согнуть трубу, но и немного сплющить ее. Данный метод может быть применен для ручного изготовления конструкций, где используется матрица определенного радиуса и привод с матрицей отвесного типа, прижимающей трубку.
В некоторых случаях вместо внешнего давления используется внутреннее давление путем гидроформовки. Для этого металлический элемент помещается в форму, куда затем заливается жидкость под большим давлением. Это приводит к прижатию стенок трубы с их изгибом в нужном направлении. Этот способ является наиболее точным, но и самым дорогим.
В минимальном риске повреждения труб при работе на специализированных станках. Здесь можно создавать различные формы с использованием электромеханических и гидравлических механизмов, работающих в строгом соответствии с заданными параметрами.
Переносное оборудование

Примером переносного оборудования является профилегибочный станок модели АЛС. Его главной задачей является гибка полос и металлических профилей сложной формы шириной до 160 мм и толщиной до 2 мм. Чаще всего он используется для сгибания широких профилей, таких как объемные буквы для наружной рекламы, но также подходит и для небольших профилей.
Главные особенности станка АЛС:
- Не требует закрепления на верстаке — достаточно встроенной опоры;
- Компактные размеры и легкость в транспортировке;
- Процесс изгиба занимает всего одну секунду.
Наиболее популярными моделями данного оборудования являются АЛС-А 90 и АЛС-А 60. Первая модель сгибает заготовку на 90 градусов, в то время как вторая — на 60 градусов. Стоимость станка АЛС составляет около 6,000 рублей.
Гибка профиля в домашних условиях
Вероятно, всем тем, кто часто занимается ремонтными работами, не раз приходила в голову мысль о том, как согнуть алюминиевый профиль без использования дорогостоящего оборудования. Ниже мы рассмотрим несколько вариантов выполнения этой работы самостоятельно.
Способ 1. Тиски и бруски
Для незамкнутых профилей, таких как П-образные, важно предотвратить потерю устойчивости стенок. Для этого используется металлический брусок-вкладыш, который должен точно входить в желоб паза. Алгоритм действий будет следующим:
- Положите вкладыш внутрь профиля;
- Зажмите заготовку в тисках так, чтобы края вкладыша и губок тисков совпадали;
- Легко изогните профиль;
- Освободите тиски и сдвиньте профиль на полмиллиметра;
- Повторите два выше описанных шага до тех пор, пока не достигнете необходимого уровня изгиба.
Этот способ прост, но не отличается высокой точностью — сложно добиться ровного изделия с первого раза; однако опытный мастер сможет подкорректировать форму в процессе работы.
Способ 2. Самодельные ролики

Простейший вариант создания аналога профилегибочного станка включает в себя следующие шаги:
- Приобретите два или четыре ролика небольшого диаметра, ширина которых должна немного превышать высоту заготовки;
- Закрепите изделие на ровной горизонтальной поверхности, обеспечив свободное вращение роликов и достаточное расстояние для прохождения профиля.
И это все. Чтобы выгнуть заготовку в круг, будет достаточно двух роликов, а для создания изделия определенного радиуса потребуется три, при этом один из них можно сделать регулируемым, что позволит варьировать радиус изгиба. Заготовка помещается между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие и ход работы, придерживая заготовку.
Изложенные выше методы согнуть алюминиевый профиль своими руками выступают альтернативой более дорогостоящим промышленным решениям. Впрочем, если вы имеете возможность, а необходимость гибки заготовок из металла возникла на регулярной основе, стоит задуматься о приобретении хотя бы компактного устройства стоимостью от 10 000 рублей. Если у вас есть советы или рекомендации по способам сгибания алюминиевого профиля различных форм, не стесняйтесь делиться своей информацией в комментариях к статье.







