Также крайне необходимо уделить время для предварительной практики. Попробуйте выполнить несколько пробных нанесений припоя на тестовую заготовку, и в дальнейшем вы сможете существенно повысить качество своей работы.
Аргонная сварка алюминия: расходные материалы и настройка оборудования
Аргонная сварка алюминия является единственным эффективным способом достижения прочного соединения, соответствующего всем необходимым требованиям. Основная проблема сварки алюминия заключается в наличие на его поверхности инертной оксидной пленки, которая довольно прочная и делает использование других технологий сварки менее эффективным.
Однако выбор аргонной сварки как метода – это лишь первый шаг. Важно также правильно подобрать расходные материалы и настроить сварочное оборудование. В этой статье мы подробно расскажем, как получать прочные швы, которые не требуют дополнительной обработки, а также какие методы проверки соединений существуют.
Почему именно аргон подходит для сварки алюминия
При работе с алюминием можно использовать любой инертный газ.
Например, гелий использовался для сварки алюминия и его сплавов уже в 40-е годы XX века в США. Однако, у аргона есть одно бесспорное преимущество – его цена значительно ниже, при этом результат остается на том же уровне. Тем не менее, для успешной работы важно понимать, почему качественные швы, соединяющие алюминиевые детали, формируются под защитным слоем инертного газа.

Попробуйте поскоблить поверхность любого алюминиевого изделия, и вы обнаружите блестящий металл. Однако по мере времени его блеск начинает тускнеть. Это указывает на процесс окисления алюминия, который в научной терминологии обозначается как образование окиси алюминия (Al2O3). Эта оксидная пленка образуется на поверхности металла для защиты его от дальнейшего окисления.
Температура плавления чистого алюминия составляет +660 °C, тогда как температура плавления оксида, который покрывает его поверхность, достигает +20 000 °C. Это создает значительные трудности для сварки данного металла обычным способом. Поэтому необходим поиск технологии, которая изначально уберёт окисленный слой с поверхности и удалит его из зоны сварки. Такая технология существует, и её основным источником энергии является электричество, создающее дугу переменного тока. Направление последнего меняется с такой же частотой, как и ток в обыкновенной электросети с частотой 50 Гц.
При работе с алюминием использование переменного тока решает несколько задач:
- Обеспечивает возможность использования компактного и легкого оборудования (инвертеров для сварки), заменяя собой громоздкие преобразователи, которые требовали специальной подготовки места для сварки и повышенных требований к квалификации специалиста.
- Эффективно удаляет оксид алюминия с поверхности металла, так как температура рабочего электрода превышает термическую стойкость Al2O3.
Во время сварки очень важно строго соблюдать полярность электрического тока. При обратной полярности, когда электрод становится анодом, процесс происходит следующим образом: электроды → заготовка. Температура внутри дуги колеблется в диапазоне от +5 000 °C до +6 000 °C, что выше температуры контактов, но все же значительно превышает температуру плавления алюминия. Электроны в своей энергии разрывают пленку окислителя и очищают ее с поверхности металла, создавая условия для качественного плавления.
Рекомендуем статьи по металлообработке
К сожалению, одной обратной полярности для выполнения сварочных работ с алюминием недостаточно. Окружающая среда должна быть нейтральной к высоким температурам и защищать поверхность от вновь образовывающейся окиси. И именно это делает инертный газ.
Аргонная сварка алюминия отличается высокой производительностью и обеспечивает устойчивый процесс, гарантируя необходимое качество шва на изделии.

Что необходимо для новичков?
В этой статье мы сосредоточимся на наиболее распространенном варианте — сварке алюминия с использованием аргону.
Важно отметить! TIG-сварка позволяет создавать красивый и качественный сварочный шов.
Для осуществления сварки вам потребуется:
- TIG-инвертор;
- специальная горелка для аргона;
- баллон с аргоновым газом (он соединяется с горелкой через специальный шланг и устанавливается на безопасном расстоянии);
- присадочная проволока (она должна соответствовать характеристикам обрабатываемого сплава).
Электроды и защитные газы
Для сварки алюминия используются только неплавящиеся электроды и защитные газы — вольфрамовые или угольные электроды и аргон.
Аргон обеспечивает наилучшие результаты по качеству соединения алюминия. Он создает уникальную защитную среду вокруг сварочной ванны, которой не могут повредить кислород или другие негативные внешние факторы. Этот газ также можно применять для предварительного и последующего прогрева металла.
При выборе электродов следует помнить, что они классифицируются на три маркировки:
- WT 20 (с красным наконечником);
- WC 20 (с серым наконечником);
- WL 15 (с жёлтым наконечником).

Технология TIG-сварки: преимущества и недостатки
Сварка алюминия аргоном может показаться сложным и трудоемким процессом, однако метод TIG является универсальным и позволяет соединять заготовки различной толщины. При этом сварочный шов отличается равномерностью, высокой прочностью и чистотой, без образования пор и трещин.
- возможность работы как с алюминием, так и с другими металлами;
- стабильность сварочного тока;
- образование аккуратного и ровного шва;
- высокая прочность соединения;
- пониженная температура прогрева;
- отсутствие пор и примесей в швах.
- необходимость в специальном сварочном оборудовании;
- сложная настройка сварочного аппарата;
- высокие требования к подготовке заготовки;
- наличие квалифицированных навыков сварщика.
Результаты, полученные от аргонодуговой сварки, позволяют сократить уровень брака изделий и значительно повысить прочность и качество соединений. Преимущества метода перевешивают незначительные недостатки, связанные с высокой сложностью работы.
Что нужно для TIG-сварки алюминия
При выборе оборудования и аксессуаров для сварки алюминия аргоном необходимо учитывать специфику и сложность работы. Параметры, такие как толщина материала, тип создаваемого шва и множество других характеристик влияют на выбор комплектующих. Основной набор для аргонодуговой сварки алюминия должен включать:
- Сварочный инверторный аппарат с поддержкой AC TIG. Рекомендуется приобретать инверторы, которые формируют переменный ток (АС) или универсальные (AC/DC).
- Аргонодуговая горелка. Также требуется дополнительная газовая линза для очистки газа (цангодержателя).
- Газовый баллон с рукавом для соединения с горелкой.
- Подходящая присадочная проволока. Выбор состава и типа проволоки определяется маркой обрабатываемого алюминия. Например, для чистого алюминия рекомендуется использовать проволоку № 5356, а для легированных алюминиевых сплавов – проволоку № 4043 с добавлением кремния.
- Вольфрамовые электроды. Для TIG-сварки используются электроды с красным наконечником (WT 20), серым (WC 20) или жёлтым (WL 15), диаметром от 2,4 мм.
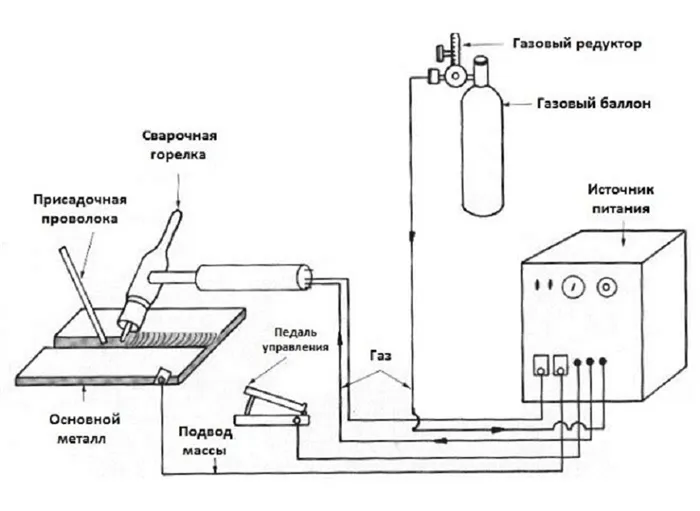
Технология аргонной сварки
Эта технология применяется в тех случаях, когда важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое подает присадочную проволоку в рабочую зону, и сам сварочный аппарат. Если аппарат двухрежимный, необходимо выбрать режим переменного тока (АС). Работы следует начинать с высокой силы тока, чтобы быстрее прогреть металл, а затем постепенно уменьшать ее, чтобы избежать перегрева.
Для сокращения расхода аргона рекомендуется оснастить горелку газовой линзой с специальной сеткой.

Настройка аппарата
Сварка алюминия и его сплавов осуществляется на прямой полярности, с подключением электрода к отрицательному полюсу. Процесс сварки выполняется с использованием переменного тока.
Настройка аппарата осуществляется по следующему алгоритму:
- Перед началом работы устанавливают давление газа (в диапазоне 6-12 л). Это зависит от условий работы (закрытое помещение или открытый воздух) и диаметра сопла. Также следует учесть такое явление, как турбулентность. Когда газ выходит из сопла с высоким напором, он смешивается с воздухом, что приводит к снижению эффективности защиты зоны сварки.
- Затем настраивается режим работы.
- Устанавливается время продувки шва (в секундах) и стартовый ток (в амперах).
- Происходит увеличение тока (в течение 2 секунд).
- Затем задается основной ток, который зависит от типа и толщины материала.
После этого производится настройка параметров переменного тока. Обычно это частота в 200 Гц и баланс переменного тока на уровне 40% при небольшой ширине шва.
На заключительном этапе необходимо установить параметры заварки кратера (образование усадочной раковины, которая возникает при резком обрыве дуги), время спада, ток завершения и продувка шва. Кратер не должен быть заметным и не должен отличаться от основного шва, однако это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия с вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Как и зачем подготавливают алюминиевые изделия перед сваркой
Качество будущего шва во многом зависит от подготовки поверхности заготовки. Перед началом сварочных работ необходимо тщательно очистить каждое изделие, даже если визуально оно выглядит чистым, без видимых загрязнений масла, стружки и других частиц.
Процесс подготовки заготовки включает следующие этапы:
- Обработка рабочей поверхности алюминия с помощью растворителей (ацетон, бензин, уайт-спирит);
- Зачистка поверхности химическим или механическим методом, с удалением оксидной пленки;
- Сушка изделия перед началом сварочных работ.
Для механической очистки можно использовать наждачную бумагу или проволочные щетки, а для химической – щелочные растворы с последующей промывкой в горячей и холодной воде, а затем сушкой заготовки.

Сварка изделий из алюминия с использованием вольфрамового электрода
Сварка ТИГ алюминия выполняется с применением вольфрамового электрода.
Рекомендации для более качественной сварки алюминия:
- Присадочный пруток следует тщательно перемещать перед электродом вдоль шва;
- Аргон имеет большую плотность, чем кислород, поэтому рекомендуется проводить сварку алюминия только в горизонтальном положении;
- При вертикальной или потолочной сварке следует использовать смесь аргона и гелия;
- Работать следует сварочной дугой минимальной длины, располагая электрод максимально близко к обрабатываемой поверхности алюминия;
- Скорость сварочного процесса должна быть высокой: чем быстрее происходит процесс, тем качественнее будет шов;
- В вертикальном положении электрода можно добиться большей стабильности дуги;
- Присадочный материал должен подаваться плавно, так как резкие рывки могут привести к разбрызгиванию металла и ухудшению качества шва.










