Для того чтобы полностью предотвратить выгорание цинка и образование дыма в виде его окиси, применяется состав БМ1, который состоит из 70% метилбората и 30% метилового спирта.
Сварка латуни полуавтоматом в домашних условиях
Латунь на протяжении веков славится своей прочностью и стойкостью к коррозии, что делает её популярным выбором для изготовления различных изделий, таких как инструменты, предметы домашнего обихода, детали механизмов и даже монеты. Сварка латуни является главной методикой для создания прочных несъемных соединений из этого материала. Процесс сварки может быть выполнен с использованием газосварки, ручной электродуговой сварки и сварки в защитной атмосфере инертного газа — аргона. При наличии соответствующего оборудования, сварку латуни можно осуществлять даже в домашних условиях. Для успешного выполнения сварки крайне важно тщательно подготовить поверхности и строго следовать рекомендациям.
Существенной проблемой при сварке латунных деталей является низкая температура плавления одного из компонентов сплава — цинка. При достижении температуры плавления латуни, которую составляет 700–1000 градусов Цельсия, цинк начинает плавиться при 420 градусах Цельсия и испаряться уже при 905 градусах Цельсия. В процессе нагрева цинк соединяется с кислородом, содержащимся в воздухе, и образует оксид цинка ZnO2. Часть испарившегося цинка образует окислы, которые выпадают вокруг мест сварки в виде вредного белого порошка ZnO. Даже при принятии мер предосторожности, может выгореть около 25% цинка, содержащегося в исходном сплаве. На месте выгорания образуются поры, что ухудшает качество сварного шва.
Подготовка деталей
Латунь обладает меньшей теплопроводностью по сравнению с медью, поэтому подогреть заготовки необходимо лишь в случае их значительной толщины.
Разделка кромок стыковых швов осуществляется в зависимости от толщины деталей:
- Толщина до 1,5 мм: требуется отбортовка;
- Толщина от 1,5 до 6 мм: без разделки;
- Толщина от 6 до 25 мм: V- или X-образная разделка с притуплением кромки на 4 мм.
Важно, чтобы зазор между кромками не превышал 2,5 мм.
Также необходимо произвести механическую обработку кромок и их обезжиривание для лучшего качества сварного соединения.
Особенности
Латунь имеет некие сходства с бронзой. Теплопроводность медных сплавов в шесть раз выше, чем у железа, что делает процесс сварки латунных изделий значительно отличающимся от сварки железных или стальных деталей. Изделия из латуни или бронзы обычно применяются как декоративные элементы.
При использовании аргонодуговой или других методов сварки крайне важно добиться гладкого шва и долговечности соединения.
Все медные сплавы имеют общие характеристики, но также обладают особыми свойствами, которые отличают их друг от друга. Например, основными трудностями в сварке латуни является содержание цинка, что усложняет данный процесс. При проведении сварки могут возникнуть следующие трудности:
- При повышении температуры происходит окисление цинка, что приводит к образованию пузыриков водорода в сварном шве из-за поглощения газов расплавленным металлом.
- Перегрев может привести к образованию трещин и пор на поверхности обработанного материала.
- Цинк выгорает быстрее прочих элементов сплава из-за своей низкой температуры кипения, поэтому важно принимать меры для уменьшения образования оксидов цинка.
Для решения указанных проблем рекомендуется использовать аргон, создавая защитную среду, а также тщательно произвести подготовку поверхностей изделий и следовать технологическим рекомендациям.
Как подготовиться?
В работе с латунью применяют такие варианты сварки, как электродуговая, газопламенная или аргоновая. Однако вне зависимости от метода, требуется предварительная подготовка изделия. Для успешной сварки необходимо обработать края заготовки, выполнив необходимые операции по вырезу сварочных кромок. Также область будущего шва необходимо отшлифовать для достижения блестящей поверхности.
Эта операция осуществляется с помощью наждачной бумаги или заточенного напильника.
На поверхности латунных изделий могут образоваться окислы, которые могут значительно ухудшить качество сварки. Поэтому в процессе подготовки необходимо избавиться от этих окислов. Для этого можно использовать концентрированные растворы азотной или соляной кислот. Очистка поверхности должна быть выполнена до начала основных работ.
Особенности сварки латунных изделий в среде аргона
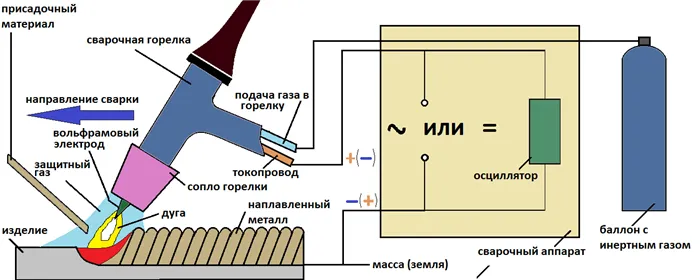
Сварка латуни в среде инертного газа — аргоне, как правило, применяется, когда необходимо соединить детали с толщиной более 5 мм. Источником тепла в этой технологии является электрическая дуга, которая образуется между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, и через сопло подается защитный газ в зону сварки. Сварной шов формируется при помощи присадочного материала, состав которого должен как можно больше соответствовать соединяемым изделиям.

Плавление присадочного материала, который подается в зону сварки вручную, также осуществляется за счет электрической дуги, горящей между электродом и деталями.
Перед началом сварки необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидных пленок. Качеством такой обработки служит наличие металлического блеска на поверхности латунных изделий. Оксидная пленка легко снимается с заготовок, используя азотную кислоту. После очистки детали нужно промыть горячей водой.
Во время сварки изделий из латуни можно услышать необычный треск, что связано с активным выделением паров цинка. Эти пары также окрашивают сварочную дугу в необычный цвет, что отлично видно даже на видео процесса.
Технология сварки латунных изделий отличается тем, что соединение выполняется не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Такое требование необходимо соблюдать, так как при выполнении сплошного шва возрастает риск прожигания соединяемых деталей.
Существует еще одно важное правило, которому нужно придерживаться при сварке латунных изделий. При заполнении кратера шва следует постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем аккуратно отвести электрод в сторону. Пример того, как это делать на практике, можно посмотреть в обучающих видео.
Сварка изделий из латуни в домашних условиях доступна, однако необходимо учитывать высокую опасность паров цинка для здоровья. Поэтому осуществлять процесс сварки в домашних условиях без рабочей зоны с вытяжной вентиляцией желательно на свежем воздухе. В любом случае, независимо от места проведения сварки деталей из данного сплава, сварщику рекомендуется использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни с использованием неплавящихся электродов пользуется высоким спросом по нескольким причинам. К достоинствам этой технологии относятся:
- Для выполнения сварки латуни в среде аргоном не требуется применения электродов с особым покрытием, которые обычно имеют высокую стоимость, а также никаких флюсов.
- Данная технология соединения латунных деталей является одной из самых чистых с экологической точки зрения.
- Аргонная сварка характеризуется высокой скоростью выполнения работ.
- Сварные швы, полученные методом аргонной сварки, обладают высокими эстетическими характеристиками и привлекательным внешним видом.
- На сварных швах, выполненных по этой методике, отсутствует шлаковая корка, которая требовала бы дополнительной очистки.
- Кромки соединяемых латунных деталей надежно защищены от образования оксидов и нитридов благодаря использованию инертного газа.
- Струя аргону, подаваемая в зону сварки, выдувает все отходы, образующиеся в процессе работы.
- Этот способ сварки является универсальным; его можно использовать как для соединения мелких, так и крупногабаритных изделий из латуни, а также для восстановления изделий методом наплавки.
Сварка латуни аргоном — решаем трудности вместе

Иногда возникает необходимость сварки латуни аргоном в различных масштабах. Сама латунь, как и большинство прочих цветных металлов, представляет собой весьма сложный материал для сварки. Поэтому если вы не обладаете опытом и впервые сталкиваетесь с необходимостью сварки поврежденной детали или выполнения специфического заказа, вам следует заранее ознакомиться с проблемами и особенностями технологии сварки этого металла.
Латунь представляет собой бинарный или многокомпонентный сплав на основе меди, где цинк выступает в качестве главного легирующего компонента. В состав могут также входить свинец, олово, марганец, никель и железо.
Из-за своих свойств латунь трудно сваривается, так как она значительно изменяет свои физические свойства при быстром нагреве и последующем охлаждении. Например, на прочность сварного соединения влияет ряд факторов:
- Наличие цинка;
- Присутствие водорода в оксидной пленке.
В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк начинает испаряться уже при 420 градусах и закипает при 907, что совпадает с температурой плавления латуни), в результате чего образуются опасные пары, ухудшающие пластичность латуни. Во втором случае, из-за водорода происходят пузырьки насыщения в сварочном шве, что, в свою очередь, приводит к снижению прочности соединения.

Сварка латуни аргоном — технология
Прежде всего, следует отметить, что сварке подлежат только латунные изделия толщиной более 3 мм. Все, что тоньше, нужно паять.
Таким образом, если вам необходимо сварить латунные изделия, сначала подготавливаются кромки свариваемого материала. Для латуни толщиной до 4 мм сварка может проводиться без разделки кромок, при толщине от 4 до 10 мм необходимо произвести одностороннюю разделку с углом 60–70°. Если толщина изделия больше, фаски должны снимать по обоим краям (углы от 20 до 35°). Для латуней толщиной от 15 до 25 мм рекомендуется выполнять X-образную разделку. Не забудьте притупить кромки для предотвращения образования дефектов.
После этого следует переходить к обезжириванию и зачистке, предварительно надев респиратор для защиты. Окислы и жирные следы на латунных деталях обычно удаляются с помощью азотной кислоты. Также можно использовать специальные флюсы, которые уменьшают испарения цинка — например, буры.
Следующий этап — непосредственно сварка латуни аргоном. Убедитесь, что вытяжная вентиляция работает, и наденьте респиратор для защиты от паров цинка.

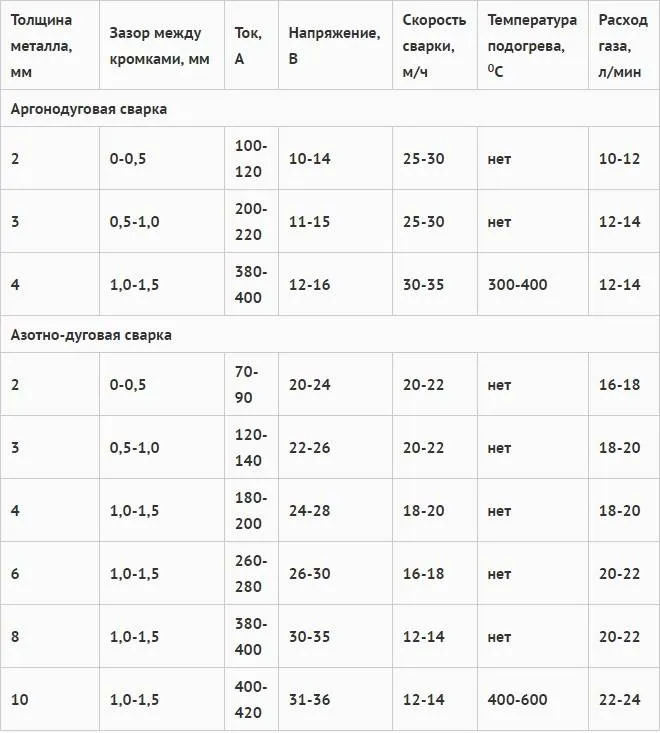
Под сварочным стыком укладывают прокаленную асбестовую подкладку. Параметры вашего сварочного аппарата(инвертора) зависят от рекомендаций для каждой конкретной модели и подбираются в процессе тестирования. Рекомендуется устанавливать небольшой ток для достижения хорошего проплавления.
Если есть возможность, сначала протестируйте весь процесс на пробных образцах, чтобы оценить результаты. Важно помнить, что при сварке детали толщиной более 10 мм возможно применение предварительного нагрева до температуры 750 градусов Цельсия (±50°).
Сварку следует производить короткой дугой, не поднимая конца электрода, постоянным током обратной полярности. Для сварки лучше использовать метод с перехлестом или отдельными валиками.
Сварной шов накладывается с использованием вольфрамового электрода в один слой. В качестве присадочного материала можно использовать аналогичный кусок металла, однако в этом случае потребуется хорошая зачистка шва и шлифовка всего изделия. В качестве дополнительного присадочного прутка можно использовать медную проволоку, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также подойдет кремнистая латунная проволока с содержанием кремния 0,5%.
Во время сварки необходимо быть особенно внимательным и аккуратным, учитывая не только опасность испарений цинка, но и высокую вероятность появления трещин в сварном шве при температуре от 300 до 600 градусов по Цельсию.

Как варить латунь аргоном. Как провести сварку латуни аргоном
Сложные металлы, которые тяжело поддаются термическому воздействию, успешно свариваются методом аргонной сварки. Комбинируя газовые и электрические способы обработки кромок листовых или профильных заготовок, можно гарантировать прочность и эстетичность сварного шва. Многолетний опыт показал универсальность и надежность аргонной сварки при работе с хрупкими, тугоплавкими и тяжелыми металлами.
Стандартный процесс сварки осложняется образованием на поверхности металла прочной оксидной пленки, которая появляется при взаимодействии с кислородом воздуха. Это приводит к низкой прочности шва и необходимости длительного термического воздействия на металл, что в свою очередь разрушает его молекулярную структуру. Метод аргонной сварки, применяемый для алюминия и латуни, позволяет полностью изолировать рабочую область от воздуха и исключить контакт кислорода со сварочной дугой. Аргон, имея большую массу по сравнению с воздухом, вытесняет последний, что позволяет ускорить процесс сварки без лишних затрат материалов и времени.

Как осуществляется аргонная сварка алюминия
Cварка алюминия также осложняется его высокой склонностью к окислению. При воздействии высоких температур на срезе образуется защитная оксидная пленка. Технология аргонной сварки учитывает эту особенность: инертный газ вытесняет воздух из области действия сварочной дуги, что предотвращает окисление и разрушение металла. В результате обеспечивается экономный расход присадочной проволоки, что позволяет создать тонкий и аккуратный шов с хорошими механическими характеристиками.
Сложность сварки латуни обусловлена высоким содержанием в ней цинка, который легко окисляется. Решением этой проблемы является сварка аргоном латуни https://www.claser.ru/svarka-latuni.html, которая обеспечивает щадящее влияние на металл, сохраняя его молекулярную структуру. Использование аргона позволяет предотвратить образование пузырьков водорода в сварном шве, тем самым значительно увеличивая прочность и герметичность стыков.

Общая последовательность действий в процессе сварки выглядит следующим образом:
- Сначала поверхность металла тщательно обезжиривается.
- После этого удаляется оксидная пленка.
- Деталь отправляется на сушку.
Кроме латуни и алюминия, аргонная сварка применяется при работе с заготовками из чугуна, титана, меди, а также другими цветными и черными металлами.







