Сначала необходимо установить патрон по диаметру инструмента и правильно его подогнать. Патрон вставляется и затягивается гайкой.
Заточка фрез по металлу и дереву: как правильно заточить концевой, торцевой и конический инструмент

- Виды режущих элементов
- Материал фрез
- Геометрия зубьев резца
- Область применения
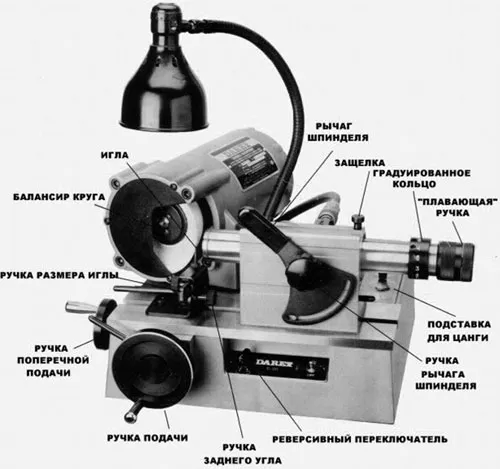
- Технические характеристики станка для заточки
- Особенности конструкции
- Достоинства и недостатки применения прибора при заточке спиральных, дисковых и прочих фрез по дереву, металлу
- Процесс на станке: как правильно точить фрезы по дереву и металлу
- Процесс ручного затачивания по типу резца
- Заточка цилиндрических фрез
- Контроль качества работ
В производственном процессе обработки металлических или деревянных деталей важную роль играют станки. Они оснащены режущими элементами. Существуют тысячи различных типов и видов инструментов для разных целей, форм и размеров. И неэкономично покупать новые инструменты каждый раз, когда тупая кромка затупляется. Работа с затупившимися инструментами означает либо поломку инструмента, либо повреждение оборудования и режущей части. Поэтому регулярная заточка режущих инструментов для металла или дерева необходима. Здесь вы узнаете, как и под каким углом затачивать инструменты разных типов (фрезы, фрезеры, конические фрезы, дисковые фрезы и т.д.).
Виды режущих элементов

Фрезерование — это тонкий процесс, требующий особого подхода, поэтому мастера очень тщательно выбирают инструменты и ориентируются на разные потребности. В зависимости от обрабатываемого материала они бывают разные:
- по металлу;
- по дереву;
- по пластмассе;
- по стеклу.
Второй важной характеристикой является предназначение; различают фрезы:
- угловые (для углов);
- фасонные – в зависимости от детали, которая подвергается обработке;
- шпоночные – для создания специального паза с соответствующим названием;
- для углублений в материале в форме буквы «Т»;
- отрезные для разделения образца на части и пр.
Также, при покупке изделий, первым делом обычно называют форму фрезы, она может быть:
- цилиндрический;
- конический;
- дисковый;
- концевой;
- червячный и т.д.
Перечислить все типы сложно, так как для каждой фрезы можно купить отдельный инструмент, а то и провернуть самостоятельно. Всего существует десятки тысяч типов, и их номенклатура постоянно растет с увеличением требований производства. В каждом типе режущая станина довольно большая, независимо от того, как она расположена. Поэтому очень трудно обеспечить правильное и равномерное окисление. Иногда для этого требуются специальные инструменты, в других случаях больше подходит тщательная ручная шлифовка. Отсутствие опыта или некачественная работа по другим причинам могут привести к сколам, царапинам и поверхностным трещинам на режущей кромке.
Особенности фрез
Для изготовления режущих кромок используются различные материалы. Для дерева подходят инструментальные стали: Быстрорежущие стали, легированные стали и углеродистые стали. Для металлов, пластмасс, керамики используются камнеподобные материалы, твердые сплавы, алмазы, слоновая кость, минеральная керамика.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание! Режущие инструменты с приваренными зубьями не всегда означают, что они изготовлены из твердого сплава. Они также могут быть изготовлены из быстрорежущей стали.
Геометрия зубчиков
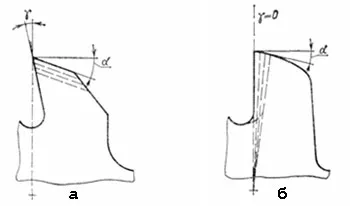
Ножи делятся на заточенные (заостренные) и серрейторные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью. Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда. Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельную режущую кромку.
Он имеет стандартные параметры: задний (a) и передний (y) угол, поверхность заточки (n), угол наклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.

- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Значение угла зависит от типа фрезы, качества материала и вида разрезаемой заготовки. При резке древесины основной передний угол выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также варьируется в широком диапазоне значений.
Методы затачивания «деревянных» концевых фрез
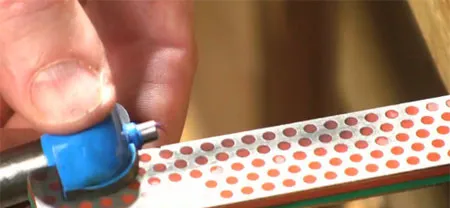
Инструменты для торцевого профиля по дереву можно затачивать вручную с помощью тонкого алмазного стержня. Стоимость этой работы профессионала также невысока.
Работа вручную

Вот как выглядит алмазный камень.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание. Приспособление имеет съемный направляющий подшипник, который необходимо снять перед заточкой. Попытка сэкономить время может привести к повреждению этого подшипника и всего фрезера.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
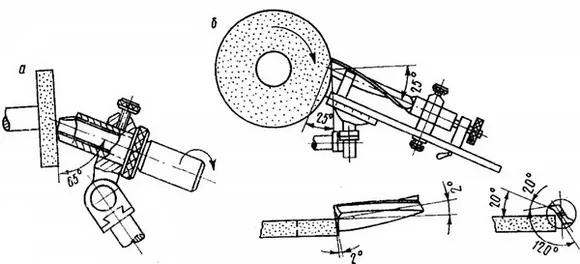
Перед заточкой фрезера обратите внимание, что его также можно затачивать механическим наждачным инструментом. Он должен иметь низкую скорость и круг подходящей зернистости и формы.
Точильные круги
Для заточки следует использовать белый диск из оксида алюминия.
В зависимости от материала, из которого изготовлен нож, его можно затачивать дисками из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия затачивают высокоскоростную инструментальную сталь при нормальной мощности или резцы по дереву из высокоскоростной стали. Круги из КНБ используются для высокоскоростных металлорежущих станков с повышенной производительностью.
При использовании шлифовальных кругов рекомендуется применять охлаждающую жидкость. При заточке необходимо учитывать термическое сопротивление резака и заточного круга. Если вы выберете круг с неправильным значением, вы рискуете сжечь инструмент или шлифовальный круг. Ниже вы найдете таблицу с этими значениями.
| Материал | Предел термостойкости в градусах |
| Алмаз промышленный | 700-900 |
| Электрокорунд | 1300 |
| Кремния карбид | 1200-1300 |
| Бора карбид | 500-600 |
| Минералокерамика | 1200 |
| Эльбор | 1300-1500 |
| Инструментальная углеродистая сталь У-12 | 200 |
| Сталь быстрорежущая Р-18 | 600 |
| Сплав твердый ВК-8 | 900 |
Требования к оборудованию
Для правильного мельничного помола необходимо не только использовать подходящее для работы оборудование, но и правильно его подготовить. Прежде всего, шпиндели должны быть достаточно устойчивы к вибрации, свободно вращаться и иметь минимальное проскальзывание. Затем механизм подачи должен работать во всех предусмотренных конструкцией направлениях без задержек и с минимальными зазорами. Важно отрегулировать угол хода, который также должен обладать высокой точностью. Например, при заточке червячной фрезы, которая выполняется на автоматических станках, необходимо установить как определенный угол хода, так и шаг винтовой канавки. При использовании шлифовальных кругов важно, чтобы сменные круги и валы были прочно закреплены, чтобы можно было точно позиционировать заготовку.

Процесс заточки фрезы: основные правила
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Заточка фрезы, конечно, требует много времени. Однако эти усилия окупаются со временем, когда вы выполняете работу наилучшим образом.
Это самые важные моменты, которые относятся к данной области работы. Вы должны учитывать все нюансы, чтобы добиться наилучшего результата, потому что все остальные правила не дадут вам такого результата.

Советы в статье «Монтаж систем сжатого воздуха» можно найти здесь.
Быстрая очистка и заточка измельчителей древесины. Или как заточить фрезер своими руками:
Сейчас производители выпускают множество типов и размеров фрез для работы с различными материалами, в том числе и с деревом. Заточка своими руками затупившегося устройства может производиться как на универсальном или специальном станке, так и вручную.
Режущие инструменты необходимо время от времени затачивать.
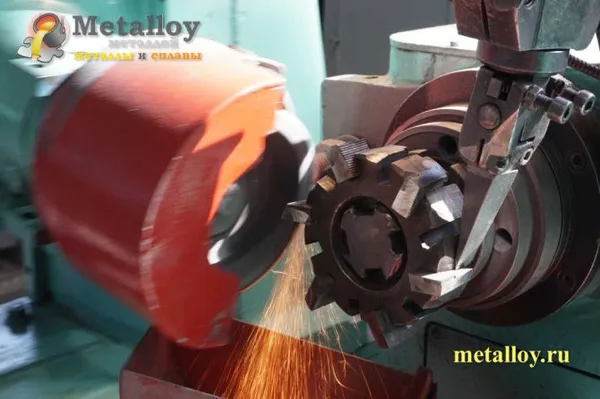
Технология заточки фрезы на станке
Резец фиксируется в исходном положении, затем вы включаете станок и медленно двигаете инструмент по направлению к шлифовальному кругу (пока он не заточится). В это время нужно установить толщину снимаемого слоя металла, обычно не более 50 мкм и не менее 25 мкм.
Заточка производится на каждом зубе отдельно. Игла станка должна всегда находиться в контакте с поверхностью фрезы. Начните заточку, введя иглу в каудальную канавку зуба. Запустите станок и выполняйте операцию, постепенно втягивая шпиндель с фрезой.
Мастерство оператора заключается в том, чтобы получить ровную траекторию заточки на всех режущих кромках. Одни и те же движения следует повторить несколько раз для каждого зуба.
Различные типы режущих зубьев требуют различных движений
Как заточить фрезу вручную?
Нож для твердых материалов (дерева) можно заточить вручную, не прибегая к дорогостоящему оборудованию. Вам понадобятся:
- рабочий стол и планка из стали или твердой древесины;
- алмазный брусок;
- абразивный круг;
- растворитель;
- вода с мылом или щелочью;
- наждачная бумага.

Рис. 3. Рис. 3: Заточка ножа вручную.
Алмазный стержень закрепляется на краю стола и смачивается мылом. Резец следует освободить от подшипника (если он есть) и очистить от остатков древесной смолы. Величина переднего угла заточки должна находиться в зоне:
- 10 – 20 ⁰ для фрез по дереву;
- – 5 — 0⁰ для инструмента по металлам (в основном для сталей).
Диапазон заднего угла заточки большой и не ограничен предельной мощностью.
Заточка производится равномерными движениями по алмазному бруску.
Старайтесь перемещать режущую кромку с одинаковым давлением на брусок. Чем острее становятся режущие кромки, тем меньше становится размер абразивного зерна, и на завершающем этапе заточки можно использовать наждачную бумагу.
Результат заточки оценивается визуально с помощью лупы или парафина. На зубьях не должно быть мелких зазубрин и трещин. Для обнаружения микротрещин поверхность режущей кромки следует смочить парафином; парафин становится более заметным в области трещин. Зазубрины и микротрещины можно увидеть на глаз или с помощью лупы.
Если вы купите качественный резак и будете знать, как аккуратно пользоваться инструментом, вам придется затачивать его гораздо позже, чем при использовании некачественной продукции. Компания Rincom предлагает широкий ассортимент качественных кусачек (около 20 видов). Инструменты самого широкого профиля легко выбрать и заказать в интернете, сегодня это не опасно и современно.
Мы высылаем скидки на инструменты и только полезную информацию!
Мы готовы изготовить и доставить уникальные виды инструментов специально по Вашему заказу!
117418, Москва, улица Новочеремушкинская, дом 52, стр. 2, помещение IV, стр. 1.
- Каталог
- Бонусная система
- Хиты
- Новинки
- Как сделать заказ
- Доставка инструмента
- Возврат товара
- Вопросы и ответы
- Служба контроля качества
- Политика конфидициальности

Вся информация на данном сайте является собственностью интернет-магазина rinscom.com. Запрещается публикация информации с сайта rinscom.com без разрешения. Изображения товаров, представленных на сайте, могут отличаться от оригиналов.
- Фрезы по металлу
- Сверла по металлу
- Резьбонарезные инструменты
- Развертки
- Зенкера и зенковки
- Пластины твердосплавные
- Резцы токарные
- Абразивные инструменты
- Алмазные инструменты
- Измерительные инструменты
- Наборы инструментов
- Оснастка и приспособления
- Промышленные компоненты
- Режущие инструменты
- Ручные инструменты
- Слесарные инструменты
- Автомобильный инструмент
- Горюче-смазочные материалы
- Пневмоинструменты
- Садовый инвентарь
- Сверлильные станки
- Силовое оборудование
- Электроинструмент
- Бренды
- Деревообработка







