Как правильно согнуть трубу с помощью трубогиба, смогут подсказать эксперты с многолетним опытом работы в данной области. Мы предоставим профессиональные рекомендации по выбору подходящего трубогиба для профильных или круглых труб, а также поделимся советами о том, как качественно выполнить сгибание труб с использованием трубогиба.
Классификация трубогибов, профилегибов. Виды и их особенности.
В данной статье мы подробно рассмотрим классификацию гибочного оборудования, различные виды гибочных станков и их особенности. Ознакомившись с представленными ниже материалами, Вы сможете самостоятельно определить, какое оборудование окажется наиболее подходящим для выполнения Ваших задач по изгибанию труб, профилей, уголков и прочих изделий.
На производственных площадках зачастую возникает вопрос: Как выполнить гибку трубы? или гибку какого-либо другого сортового проката. Подобные операции встречаются в самых различных отраслях: например, при прокладке трубопроводов (как водоснабжения, так и газоснабжения), при производстве выхлопных систем, а также в изготовлении металлоконструкций: теплицы, ограждения, спортивный инвентарь, металлическая мебель, установки для детских площадок и др. Ответом на этот вопрос может стать приобретение трубогибочного либо профилегибочного станка. Однако тут встает другой вопрос: Как правильно выбрать трубогиб или профилегиб? Для этого прежде всего необходимо разобраться, какие бывают гибочные станки, в чем заключается разница между трубогибами и профилегибами, а также чем они отличаются друг от друга. Давайте начнем разбирать эти аспекты.
При гибке различают 2 категории деталей:
угол — это гибка, при которой достигается минимальный радиус изгиба
дуга — это гибка, осуществляемая с большим радиусом
Для производства компонентов, относящихся к указанным выше категориям, необходимы совершенно разные типы станков, каждый из которых подразумевает свою уникальную схему (метод) обработки.
Сразу же оговоримся о терминологии: в практике сложилось так, что станки, используемые для формирования деталей типа «дуга», именуются ПРОФИЛЕГИБАМИ, тогда как устройства, предназначенные для гибки изделий типа «угол», называются ТРУБОГИБАМИ.
ПРОФИЛЕГИБЫ

Профилегибы (дуга) функционируют по принципу проката: труба устанавливается между тремя роликами (вальцами), после чего положение этих роликов изменяется относительно друг друга для установки радиуса изгиба, в результате чего труба прокатывается между ними, принимая готовую форму.
Профилегибы могут использоваться для гибки различных видов сортового проката, для этого потребуется наличие дополнительных наборов роликов: так, гибка круглых труб осуществляется на своем комплекте роликов, гибка профилей — на своем, гибка уголков — также на своем, а гибка швеллеров — тоже на отдельном комплекте. То же самое относится к разным размерам — для каждого размера требуется специальная оснастка.
Стоит отметить, что существуют и так называемые универсальные ролики, однако подобные приспособления в состоянии решить лишь определенные задачи, и это зависит от формы, размеров профиля, а также от допустимой степени деформации. Примеры универсальных роликов представлены ниже:

с передвижными кольцами
Заготовки, полученные с помощью профилегибов, на выходе справедливо обладают прямыми участками на концах. Это связано с тем, что два участка на концах профиля не прокатываются между роликами, и минимальный размер этого участка равен расстоянию между осями крайнего и среднего роликов. Это явление особенно заметно при работе с короткими заготовками:
Для устранения прямых участков можно использовать четырехвалковый профилегиб. Обычно такие профилегибы применяются при массовом производстве, где основными критериями становятся высокая производительность и коэффициент использования материала (КИМ).
Существует множество опций для профилегибов, они призваны облегчить и ускорить работу в определенных условиях. Рассмотрим несколько примеров:
NC контроллер: по сути это цифровая индикация положения валов, значительно упрощающая работу, особенно при периодических повторяющихся операциях;
CNC контроллер, также известный как система числового программного управления (ЧПУ): позволяет изготавливать сложные детали с переменным радиусом с точным соблюдением заданной программы;
Вертикальная поддержка: необходима при производстве колец или спиралей из тонких профилей; это конструкция, которую можно прикрепить к верхней части станка и которая имеет подвижный элемент — поддерживающий, который регулируется в зависимости от диаметра детали.
Дополнительная направляющая: предназначена для предотвращения возникновения волн на полке уголка при его гибке.
Типы профилегибочных станков
Существует множество видов и модификаций профилегибочных станков, и, в связи с этим, их можно классифицировать по различным параметрам.
Определение и область применения трубогиба
Профильная труба представляет собой металлопрокат в виде трубного полого изделия с любым сечением, кроме кругового. Наибольшей популярностью пользуются трубы с прямоугольным и квадратным сечением, поскольку такой металлопрокат способен выдерживать значительные нагрузки благодаря жестким углам.
Строительная индустрия — это одна из областей применения профильных труб. Они используются не только при возведении малых архитектурных форм, но и при строительстве крупных объектов. При этом профессионалы используют не только изделия с прямолинейной геометрией. В ходе строительных работ возникают ситуации, когда требуется изгибать либо скручивать прямые трубопрокаты с профильным сечением прямо на площадке или в заводских условиях. Для таких операций эксперты предпочитают не использовать самодельные устройства, а применять специальное оборудование — трубогиб для профильной трубы, который также называют профилегибом. Это устройство значительно упрощает процесс и позволяет достичь желаемой формы у изначально прямого металлического проката с минимальными временными затратами.
Гибка трубного изделия с поперечным сечением, отличным от круга (например, прямоугольным или квадратным), является альтернативой разрезанию цельного металлопродукта на отдельные фрагменты, которые затем свариваются в единую конструкцию нужной конфигурации. Использование профилегиба позволяет значительно упростить процесс создания криволинейных заготовок из профтруб, не нарушая их первоначальную целостность.
Производители профильного оборудования предлагают широкое разнообразие профилегибочного оборудования для работы с трубами из различных материалов, включая практически любые размеры сечений, диаметры и толщины стенок. Оно находит применение в создании:
- небольших теплиц и их комплексов;
- элементов для лестниц;
- отдельных навесов и конструкций, примыкающих к дому;
- беседок;
- каркасных сооружений с арочными компонентами;
- ограждений и заборов с изогнутыми деталями;
- уличной мебели;
- конструкций для придомовых скамеек, а также спортивных и детских площадок.
Для выполнения гибки необходимого профиля специалисты используют в каждом конкретном случае соответствующие насадки, которые обычно входят в комплект трубогибочного оборудования и могут быть дополнительно приобретены.
Классификация гибочного оборудования
Современные трубогибы, предназначенные для работы с профилем, могут иметь различные исполнения. Профессиональные мастера, занимающиеся изготовлением изделий и конструкций из профилированного сортамента, могут использовать в своей работе следующие устройства:
- переносное и стационарное оборудование;
- приспособления с различным типом привода (электрические, ручные, гидравлические устройства);
- станки, различающиеся по методу воздействия на заготовку.
Сортамент, подлежащий профилированию, может быть изогнут различными способами: обкаткой, намоткой или прокатом, последний метод также называется вальцовкой.
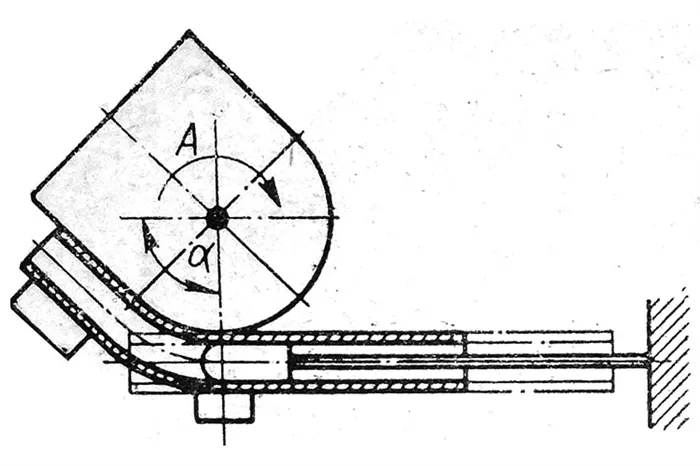
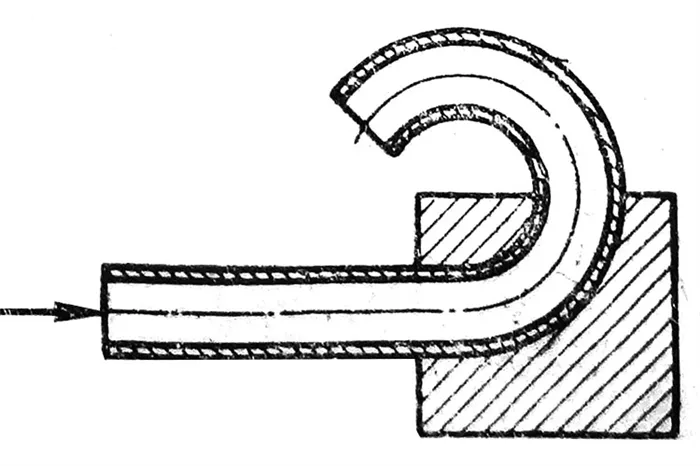
Обкатка
Этот метод подразумевает зажатие одного конца трубы, при этом необходимая форма изгиба достигается с помощью стационарного шаблона. Трубное изделие обкатывается вокруг неподвижной детали с помощью прижимных роликов.
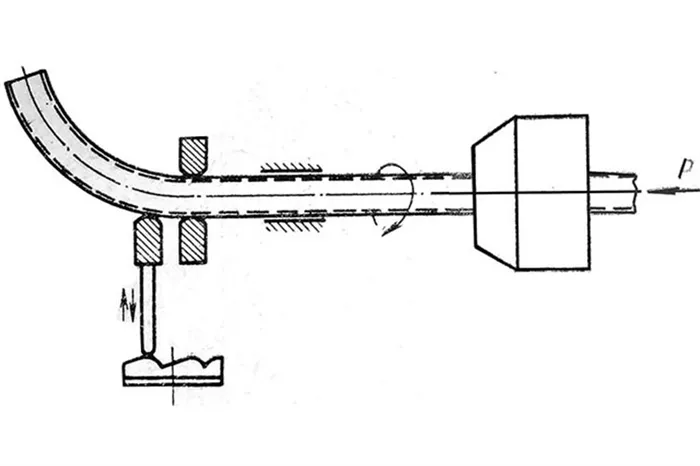
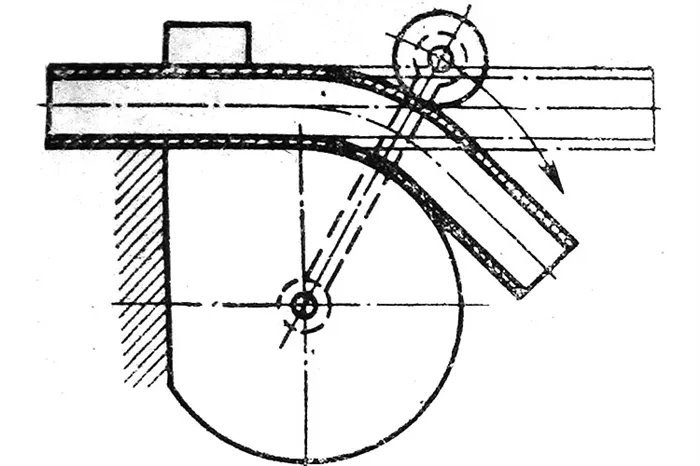
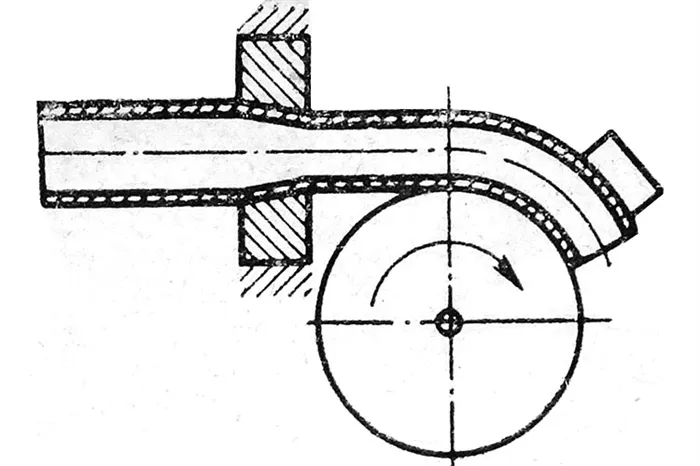
Намотка
При работе с трубогибами, работающими по принципу намотки, заготовка прижимается к ролику-шаблону. В процессе изгиба труба накручивается на подвижный элемент. Трубное изделие проходит между шаблоном, который совершает вращательные движения, и специальным упорным элементом, воздействующим на заготовку в начале изгиба.
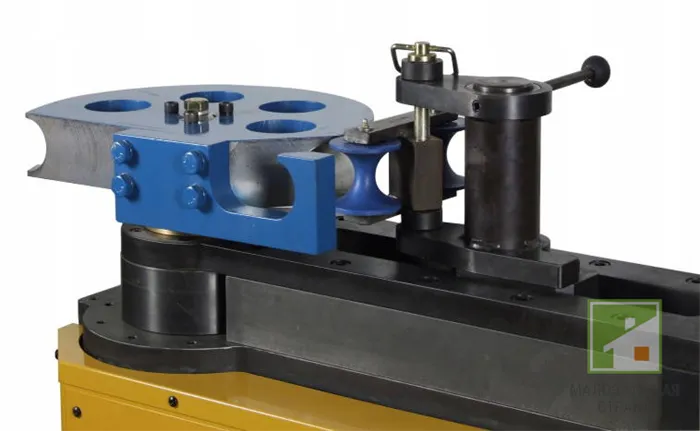
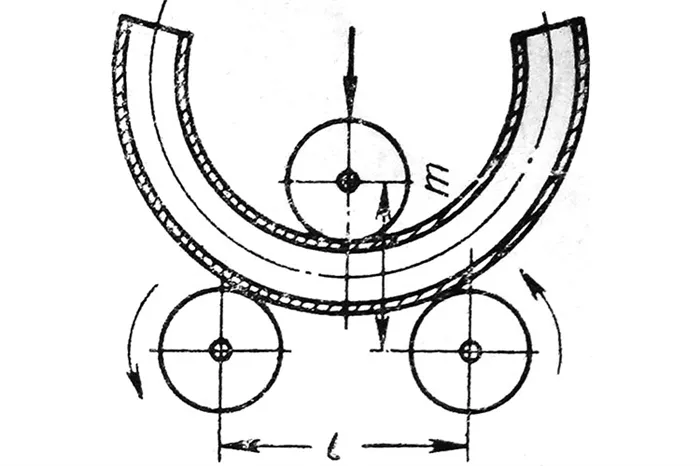
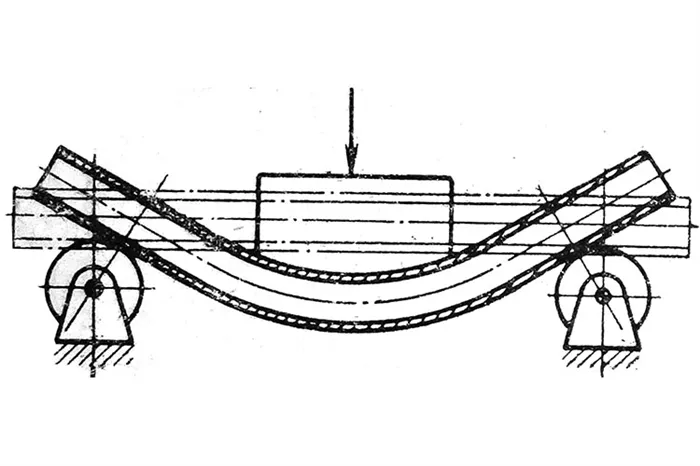
Вальцовка
Изгиб нужного радиуса создается с использованием устройства, в конструкции которого имеются три вала, из которых два служат опорными роликами, а третий является центральным валом. Радиус изгиба профиля зависит от его расположения в пространстве. Устройства, работающие по принципу прокаточного гибания, более универсальны, чем устройства, работающие по принципам намотки и обкатки. В случае вальцовки радиус изгиба заготовки зависит от установленного шаблона.

Выбор трубогиба для профтрубы осуществляется специалистами на основании нужного радиуса изгиба, при этом обязательны учет сечения и толщины стенки трубного изделия.
Устройство и принцип работы
Механизм работы трубогибочного станка базируется на способности деформации трубочек по заданному радиусу. Чтобы избежать появления складок внутри материала при его загибании, необходимо, чтобы длина зоны перегиба соответствовала примерно 3-4 диаметрам заготовки. Если обработка производится на более коротком участке, это может нарушить желаемую геометрию. В результате такого воздействия, особенно на материалы с тонкими стенками, может возникнуть гофра либо даже разрыв трубы.
При использовании ручного трубогиба для работы со сварными трубками всегда существует риск расхождения швов. Высокое качество погнутых изделий возможно только при работе с бесшовными заготовками, изготовленными из мягкого материала.
Принцип функционирования инструмента прост: труба зажимается в рамках станка, плечи складываются, что создает механическое давление на стенки заготовки. Места контактирования имеют форму роликов, что позволяет инструменту свободно прокатываться по периметру трубы, обеспечивая равномерное нажатие по всей длине. Данный подход полностью исключает риск возникновения вмятин в местах давления.
Краевые участки заготовок во время работы блокируются роликовыми упорами, что предотвращает их смещение — это, в свою очередь, обеспечивает максимальную безопасность процесса.
Обзор видов
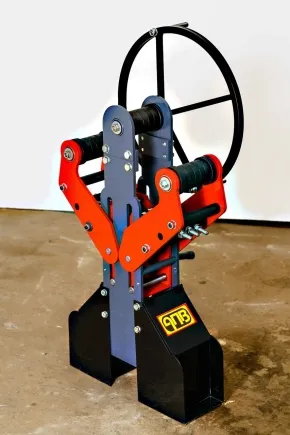
Рычажный
Это удобный инструмент, подходящий для обработки медных труб, труб из металлопластика и тонкостенных металлических труб. Принцип работы такого рода устройства довольно прост: внутри механизма располагается роликовый подвес, полуролик и пара рычагов. Формирование заготовки происходит под воздействием физической силы оператора, и фиксируется зажимом. Подобная обработка позволяет сгибать трубы под углом до 180 градусов.
К достоинствам рычажного инструмента можно отнести:
- возможность гибки металла на воздухе без необходимости в точке опоры;
- с помощью валика можно обрабатывать значительное количество труб с одинаковым углом загиба;
- наличие рычага позволяет многократно усилить давление на металл, при этом снижая необходимую силу, которую требует оператор.
Подобные трубогибы могут изготавливаться из металла, стекловолокна и даже пластика, некоторые модели могут иметь встроенный гидроцилиндр. Единственным недостатком такого оборудования является ограниченная сфера применения — данный трубогиб подходит лишь для сантехнических труб, в то время как для других видов труб он будет бесполезен.
Пружинный
С технической точки зрения, данный ручной трубогиб является простейшим инструментом — это упругая пружина, способная сохранять форму. В конструкции отсутствуют сложные элементы, а воздействие осуществляется путем применения мышечной силы. Существует в двух вариантах — внешнем и внутреннем. В первом случае пружина накладывается на трубу, а во втором — вставляется внутрь нее. Этот инструмент оптимален для работы с медным прокатом и сантехникой из металлопластика.
Применение пружинного инструмента позволяет устанавливать необходимый угол, минимизируя риск повреждения металла. К плюсам этого устройства относится возможность гибки труб на воздухе, а также возможность придания нужной формы уже подведенной к системе водоснабжения трубе. Но есть и недостатки: под заготовкой нет валика, поэтому изгиб может получиться произвольной формы. Кроме того, каждая пружина может быть использована лишь для труб определенного диаметра.
Таким образом, сфера применения данного инструмента ограничена тонкостенными сантехническими трубами.
Автоматический
Это автоматизированная версия ручного трубогиба, которая унаследовала угловой механизм работы и возможность выполнения изгиба на весу, а также формирование по движущемуся ролику. Такого рода трубогиб легок в переноске, а его размеры обычно не превышают стандартные размеры перфоратора.
Он подходит для деформации следующих видов проката:
- медных тонкостенных труб диаметром менее 1 дюйма;
- стальных тонкостенных труб диаметром до 25 мм.
Процесс гибки передается на шестеренчатый редуктор, который передает движение на рабочий вал, осуществляющий проворачивание заготовки. Угол наклона может варьироваться в диапазоне от 0 до 180 градусов. Рабочая нагрузка на механизм достаточно велика, по этой причине качество оборудования можно оценить по материалу шестерни. В самых бюджетных вариантах частично используются порошковые сплавы, которые довольно быстро становятся непригодными, тогда как в более дорогих моделях шестерни изготовлены из стали.
Чем качественнее редуктор, тем дольше прослужит инструмент.
Арбалетного типа
Это универсальное устройство, работа которого осуществляется при помощи сменных насадок, предназначенных для трубок определенных диаметров. Устройство выглядит как Т-образная конструкция, на одной стороне которой имеется держатель для труб, в то время как перпендикулярно располагается рычаг, отвечающий за передачу физической силы. Обычно в работе используется мускульная сила, но встречаются также модели, где сила передается на гибочный элемент.
Как согнуть профильную трубу
Профиль, который предлагает рынок, имеет маркировку, в которой указаны его характеристики. Основные требования, предъявляемые к результату, заключаются в следующем:
- сечение должно сохранять свою форму;
- отсутствие дефектов.
При деформации стенки сортамента действуют две силы: растяжение и сжатие. Но поскольку внутреннее напряжение стремится к расширению больше, чем внешнее, после изгиба изделие становится трапециевидной формы.
Если работа выполняется с использованием ручного профилегиба, обязательно нужно провести расчеты, чтобы избежать появления дефектов:
- определяем длину профиля, необходимую для захвата. Этот участок всегда остается, о чем стоит помнить;
- затем находим длину участка, подлежащего изгибанию с помощью формулы π∙α:180(R+DH:2), где π=3,14, α — желаемый угол изгиба, R – радиус, DH – наружное сечение.
После этого устанавливаются необходимые ролики на агрегате, фиксируется профильное изделие и осуществляется гибка.
Бывает, что профиль выгибается вправо или влево после проката. В таких ситуациях необходимо прокатать его снова, начиная с обратного конца.
Как выполнить изгиб сортамента под углом 90 градусов:
- необходимо сделать разметку одинаковой длины;
- болгаркой вырезать металл в местах разметки, стараясь выполнять выемки одинаковой ширины;
- провести сгибание, соединив полученные швы;
- аккуратно заварить места соединения.
Такой способ деформации выглядит аккуратнее, чем гофра, которая возникла бы без надрезов, и более надежен, чем соединение с помощью фитингов.
Как согнуть круглую трубу
Методы деформации трубы круглого сечения зависят, прежде всего, от материала, из которого она изготовлена. В соответствии со стандартами, на выходе должно получиться изделие, сохраняющее штатные параметры сечения и диаметра. Если произойдет ошибка, форма сечения и наружный диаметр изменятся, что негативно скажется на пропускной способности всей системы. Во избежание дефектов полезно использовать специальное устройство, называемое дорном — оправкой, которая заполняет внутреннюю полость в соответствии с ее диаметром. Это позволяет внешним параметрам готового изделия не меняться.
Минимальные радиусы для заготовок диаметром до 20 мм составляют 2,5 диаметра, для заготовок диаметром от 20 мм и выше — до 3,5.
Как согнуть круглую трубу трубогибом:
- подготовить чертеж или рисунок желаемого изгиба;
- умножить диаметр в миллиметрах на 5, чтобы получить радиус;
- посчитать длину отрезка, на котором будет выполняться изгиб. Для этого используем формулу 2π∙R:4;
- выбрать и установить соответствующую оправку;
- зафиксировать заготовку и запустить устройство.
- метод намотки вокруг вращающегося шаблона;
- метод обкатки, где шаблон неподвижен и изгибание происходит за счёт вращения прижимного ролика;
- метод продавливания по шаблону, напоминающий арбалет;
- метод вальцовки, когда заготовка располагается между двумя вращающимися роликами, размещенными в одном ряду, и одним центральным, от давления которого зависит радиус изгиба.
Выбор гибочного агрегата определяется тем, какой материал необходимо обработать и под каким углом его нужно согнуть. Методы намотки и обкатки чаще всего применяются на промышленных предприятиях. С помощью вальцовки можно создать арку с плавным изгибом. Арбалетный метод имеет значительный недостаток — под воздействием сильного давления стенки могут истончаться вплоть до появления разрывов.
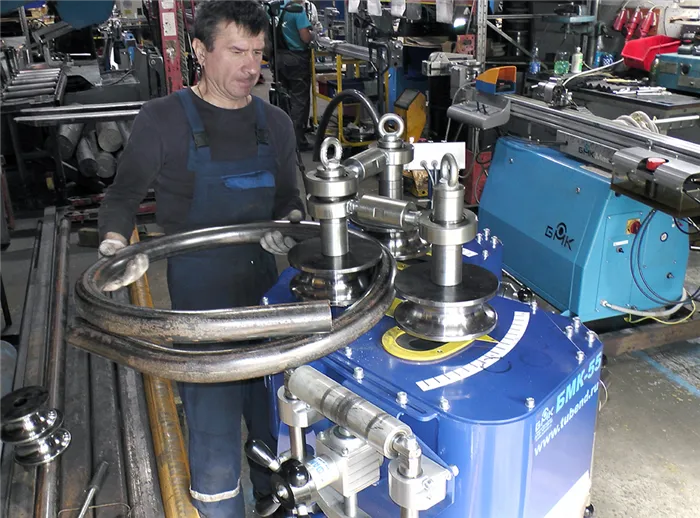
Трубогибочные и профилегибочные станки для гибки труб и профилей способом вальцовки.
Профилегибочные станки (трехроликовые вальцевые трубогибы) предназначаются для выполнения гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы способны работать с профилями из различных материалов — стали, нержавеющей стали, алюминия, меди, титана и их сплавов.

Работа таких трубогибов и профилегибов делится на два этапа:
Первый этап — это создание преднатяга на трубогибочном станке, который задает радиус гиба трубы. Это можно сделать, прикладывая усилие с помощью среднего подвижного ролика на трубу, опирающуюся на два крайних ролика, или же приложив усилие на трубу через два крайних, подвижных ролика, опираясь на средний вал;
Второй этап — это сам процесс гибки трубы, осуществляемый за счёт силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения подталкивается в направлении вращения ведущих роликов и изгибается по радиусу, заданному на первом этапе.
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается достичь требуемого радиуса изгиба за один проход, то первый и второй этапы повторяются до получения нужного результата.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет 5, для толстостенных — 10, для тонкостенных — более 10 диаметров труб.
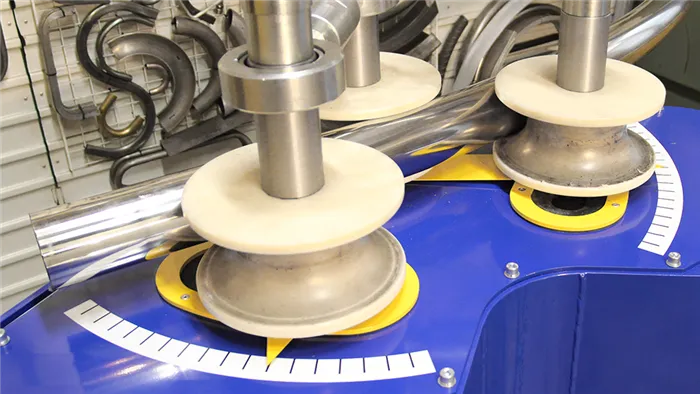
Важно уделить особое внимание первому этапу, поскольку от количества ведущих роликов и силы трения на них зависит усилие, необходимое для задания кривизны (радиуса) гиба трубы.
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для работы с полированными трубами используются ролики из капролона. Однако, применение капролоновых роликов возможно только на трубогибах, производимых ООО «Балтийская Машиностроительная Компания» — 3RE-60 (БМК-55) и 3RE-80 (БМК-55У) — это единственная серия вальцевых трубогибов в мире, у которой согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3 роликам.

Качественная гибка труб на трубогибах и профилегибах достигается при условии соответствия формы гибочных роликов типоразмеру обрабатываемой трубы. Использование наборных роликов может удешевить оснастку, однако это существенно снижает качество гибок, особенно при работе с тонкостенными и полированными трубами.
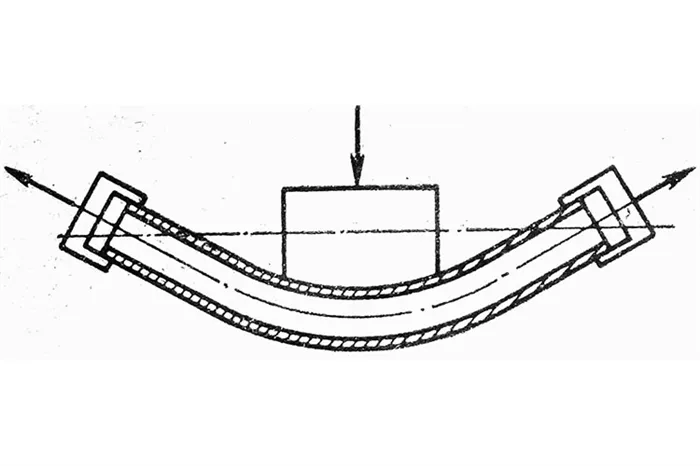
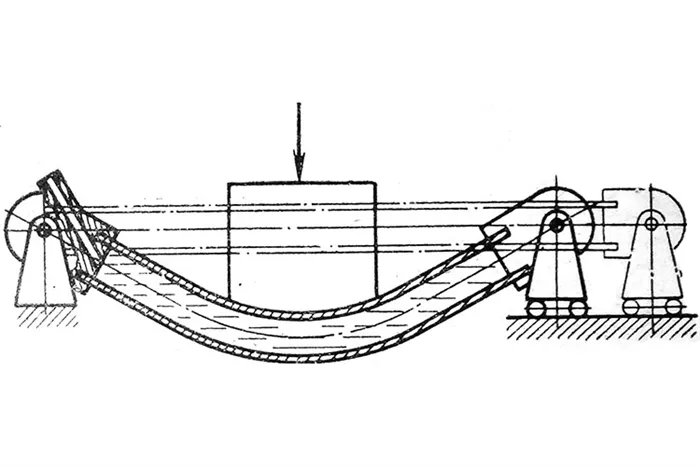
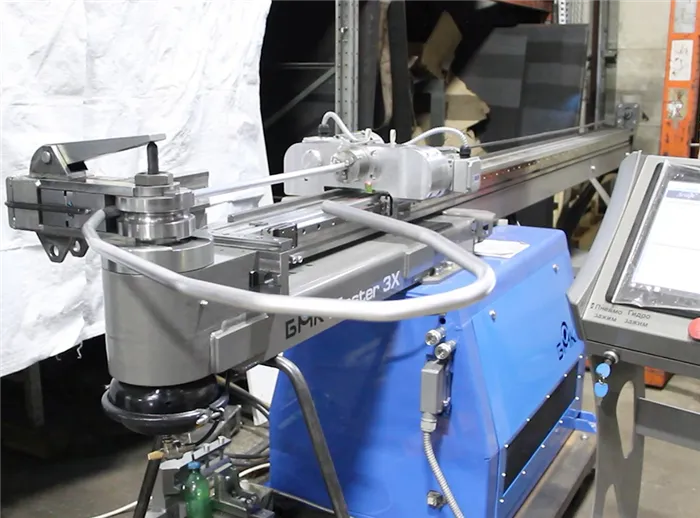
Трубогибы для гибки труб на двух опорах
При ведении работ по прокладке и ремонту трубопроводов на строительной площадке, в стесненных условиях, в подвалах и тому подобных местах, широко используются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия с помощью гибочного сегмента на трубу, которая находится на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника. Такие трубогибы предназначены для выполнения единичных гибов труб в ограниченных условиях. Качество гибов, осуществляемых такими типами трубогибов, и повторяемость геометрии форм, получаемых в результате, не соответствуют требованиям производственного уровня. Тем не менее, трубогибы арбалетного типа с рычажными и храповыми приводами производятся и применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В данной статье мы подробно рассмотрели наиболее распространенные методы гибки труб. Другие способы гибки встречаются крайне редко и требуют значительных инвестиций в специализированные трубогибочные станки при низкой производительности.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
График работы: понедельник-пятница с 9:00 до 18:00. Факс: круглосуточно.
bmk.trubogib@mail.ru