Перестановка букв формирует новый смысл изсложного слова «припои» и «флюс» без канифоли — такие продукты, как Изагри ФР 544-2-Т1 и припои Felder серии ISO-Core ELR, относятся к российскому рынку.
Припой припою рознь, или Несколько слов о флюсах
В ходе общения со специалистами по связи по вопросу о том, какой припой требуется в зависимости от задач, я получил довольно стандартный ответ: «хороший, чтобы всё паял». В углублённой дискуссии, однако, появились некоторые известные бренды, среди которых в первую очередь была названа компания Asahi, и это было всё. Обсуждение флюсов и их отличий практически не затрагивалось.
Спектр работ по пайке среди связистов варьируется от антенно-фидерных систем (кабели и разъемы) до аксессуаров (зарадные устройства и гарнитуры) и ремонта радиотехники (SMD-компоненты).
В этой связи я провёл небольшой ликбез и создал несколько таблиц, а также решил написать об этом, чтобы потом было удобно ссылаться на источник 🙂
Таким образом, в данной статье будет рассмотрено, какие существуют флюсы в припоях, в чём отличие между ORL0 и ROM1 (я проверил, на Хабре обе аббревиатуры встречались всего 0 раз), где искать информацию и зачем всё это нужно.
Как известно, припои для радиомонтажных работ могут быть в виде проволоки или трубочек — с флюсом внутри. Второй вариант значительно удобнее в большинстве ситуаций, так как он требует меньшего количества операций при работе. При качественном флюсе заранее смазывать паяемые поверхности обычно не нужно. Кроме того, такой припой лучше смачивает соединяемые элементы, демонстрирует высокую толерантность к перегреву и длительной пайке.
Тем не менее, флюсы, как внутри так и вне припоев, значительно различные по своим свойствам, варьируются от обычной канифоли до агрессивных химикатов, предназначенных для лужения некоторых изделий. Замечу, что зачастую даже магазины, не говоря уже о производителях низкокачественных припоев, не всегда указывают, какой же флюс они применяют (обычно оказывается, что это просто канифоль, так как она является самым доступным вариантом).
На практике нас интересуют, в первую очередь, две характеристики флюса: наличие остатков и агрессивность. Это особенно актуально при использовании оловяно-свинцовых или оловяно-медно-серебряных припоев, а также при рассмотрении специфических металлов и сплавов, таких как алюминий.
Наличие остатков определяет, как будет выглядеть место пайки после завершения процесса. Идеальный флюс оставляет после себя прозрачный или слегка желтоватый остаток, который минимум портит внешний вид вместе с пайкой. Флюс низкого качества оставляет коричневый, хорошо заметный остаток, который сильно привлекает внимание и требует очистки.
Цвет остатка и его присутствие в значительной степени зависят от используемого базового материала флюса.
Агрессивность флюса показывает его способность эффективно обеспечивать пайку с неидеально чистыми поверхностями — то есть покрытиями, которые могут содержать окислы, без предварительной механической обработки. Однако следует помнить, что агрессивный остаток, не очищенный после пайки, может привести к коррозии дорожек и выводов в печатной плате, особенно при работе в условиях высокой температуры и влажности, а также снизить сопротивление между близко расположенными выводами, что может привести к сбоям в работе устройства.
Агрессивность определяется тем, сколько галогенов, таких как фтор и бром, содержится во флюсе.
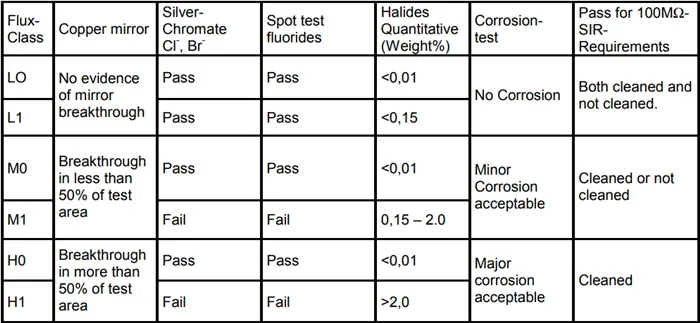
Чтобы быстро понять, для каких целей предназначён тот или иной флюс, были разработаны удобные 4-символьные обозначения:
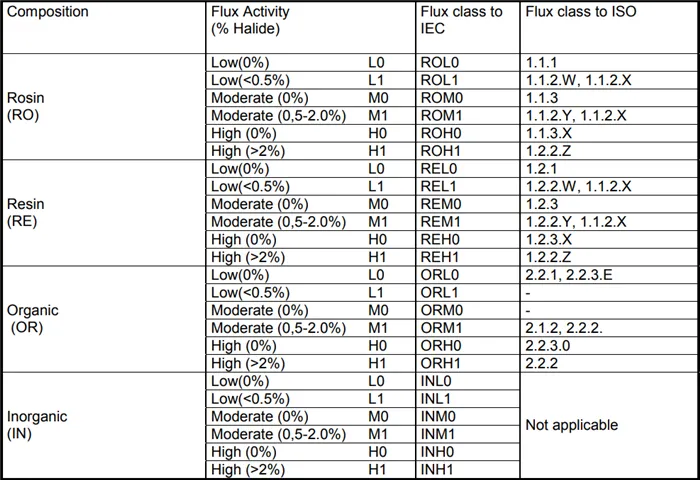
Первые две буквы означают базовый материал флюса, что позволяет составить представление о количестве и качестве остатка.
ROL0
Большинство недорогих припоев имеют малоинформативную (или вовсе отсутствующую) сопроводительную документацию относительно используемого флюса, но зачастую это просто канифоль, что относится их к классу ROL0. Например, к таким относятся популярные и достаточно качественные отечественные припои от компании ООО ПМП.
Среди отечественных припоев, относящихся к классу ROL0, можно отметить Изагри с флюсом ФВК 525-2-T1 (обратите внимание, что именно последняя цифра в маркировке у Изагри особенно влияет на активность флюса!).
Среди зарубежных аналогов известными марками являются припои Asahi с флюсами FC5000 и FC5005 (первый из них подходит для низкотемпературной пайки, начиная с 270 °С, тогда как второй применяется лишь при 320 °С и выше), а также Felder ISO-Core EL (нельзя путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти марки хорошо работают только с чистыми поверхностями (такими как свежее лужение, иммерсионное золочение и т. д.), и после их использования остаётся некрасивый коричневый остаток подгоревшей канифоли.
Напомню, что хороший припой из этой категории будет заметно отличаться от плохого. Например, Asahi, Stannol и Felder в плане качества пайки значительно превосходят аналоги от ПМП, что, по всей видимости, обусловлено наличием дополнительных присадок во флюсе. Между собой эти бренды также отличаются: содержание флюса у Felder составляет 3,5 %, у Asahi — 2,0 %, а Stannol — всего 1,0 %.
Особенности и сферы применения
Канифольный припой — это относительно недорогой и при этом качественный материал, который имеет широкий диапазон применения и может использоваться для соединения различных металлов. В состав этого припоя уже включён флюс (вещество, которое удаляет оксиды с поверхности перед пайкой), функцию которого выполняет канифоль, что избавляет пользователя необходимости приобретать дополнительные материалы. Канифоль способствует улучшению смачиваемости расплавленного припоя, что в свою очередь повышает качество соединения.
Важно отметить, что процентное содержание канифоли достигает оптимального уровня, тогда как при её использовании отдельно существует риск недостатка или избыточного её количества. Это существенно сказывается на качестве получаемых соединений. Ещё одним положительным аспектом применения канифоли являются её низкие температуры плавления, что позволяет избежать изменений структуры основного соединяемого металла.
Канифольные припои широко используются в области радиоэлектроники, электротехники и при выполнении жестяных работ.
Разновидности
На сегодняшний день канифольные припои производятся в нескольких вариантах. Обычно их классифицируют по количественному содержанию канифоли, сечению проволоки и другим различительным признакам. Существует возможность выбора между припоями как для профессионального, так и для разового бытового использования. Данный расходный материал производится в следующих формах.
- Катушки. Это многофункциональный вариант, который может использоваться как в профессиональной сфере, так и радиолюбителями на дому. Диаметр проволоки варьируется от 0,8 до 2 мм, что позволяет легко находить подходящий вариант. Кроме того, такая форма упаковки удобна в использовании.
- Тубусы. Это формат, предназначенный исключительно для бытового применения. Запас в тубусе обычно минимален, поэтому при необходимости больших объемов материала предпочтительно приобрести целую катушку.
- Бухты. В этом формате содержится значительно больше припоя, что делает его подходящим для промышленного использования. Сечения проволоки могут варьироваться в зависимости от специфических требований пользователей, а размеры бухт также могут отличаться, что упрощает их использование.
Виды и особенности припоев без канифоли
При работе с электроникой детали не соединяют сваркой, а используют пайку. Для этого процесса необходим качественный припой и вспомогательное средство – канифоль или любой другой флюс. Сплав металла, используемый для соединений, помогает смочить соединяемые участки, а канифоль очищает их. Припой должен быть как термически, так и электрически стабильным.

Расходный материал может быть представлен в следующих вариантах:
- Твердые (плавление выше 450 градусов).
- Мягкие.
Припой может выпускаться в следующих формах:
- Гранулами.
- Прутками.
- Проволокой.
- Порошком.
- Фольгой.
- Пластинами.
При выборе необходимого припоя следует учитывать:
- Свойства соединяемого металла.
- Механическую прочность соединения.
- Коррозионную устойчивость и удельную проводимость.
Для скрепления плат в радиоаппаратуре используют марку ПОС-61, что обусловлено приемлемой температурой плавления (до 190 градусов). Если работа происходит с чувствительными к перегреву устройствами, выбирают припой марки ПОСК 50—18. Для соединения предметов с высокими механическими функциональными свойствами подойдет маркировка ПМЦ, содержащая медь с добавкой цинка. Марка ПСр указывает на сплав из серебра с разным процентным содержанием добавок.
Также существуют образцы, где помимо металлической составляющей добавлен фосфор.
Общие свойства припоев
По своему предназначению припои с канифолью и без выполняют одну и ту же задачу — соединяют электронные компоненты. Можно выделить общие характеристики:
- Внешний вид в форме проволоки (если производитель выпускает такой тип припоя).
- Высокая степень смачивания соединяемых поверхностей.
- Использование единого инструмента для процесса пайки – паяльника.
- Процесс пайки включает нагрев и плавление самого припоя.
- Состав сплавов для обеспечения низкой температуры плавления.
- Легкость выполнения пайки.
На сегодняшний день на рынке присутствует множество видов припоев, что не вызывает особых трудностей при их выборе.
Паяльная паста.
В завершение статьи хотелось бы уделить внимание паяльной пасте. Она в основном используется для пайки поверхностно монтируемых компонентов (SMD) и безвыводных микросхем в корпусах BGA.
На внешний вид она напоминает серую кашицу и состоит из микроскопических шариков сплава Sn62Pb36Ag2 (состав: 62 % олова, 36 % свинца и 2 % серебра), плюс безотмывочный флюс. На упаковке обозначено, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержатся шарики припоя, высыхает при контакте с воздухом, поэтому пасту необходимо хранить в закрытой упаковке.
Паяльная паста Solder Plus
Паяльная паста эффективно используется в сложных ремонтах мобильных телефонов для пайки микросхем в корпусе BGA. Для её применения требуется специальное оборудование и трафареты. Цена такой пасты относительно высокая, что не удивительно, ведь в её составе имеется серебро.
В современном производстве электроники активно используются бессвинцовые припои.
Паяльная кислота.
Сразу отмечу, что само название является несколько некорректным, так как в процессе пайки используются не чистые кислоты, а их производные — например, ортофосфорная, серная или азотная кислота.
Наиболее известна именно последняя, она часто применяется в быту. К тому же, приготовить её самостоятельно довольно просто: понадобятся кислота, цинк (в качестве источника можно использовать корпус батарейки), чистая вода, стеклянная емкость и немного времени.
Паяльная кислота хорошо подходит для соединения сильно загрязнённых металлов: меди и её сплавов, никеля, железа, конструкционных сталей и различных сплавов цветных металлов. Однако, также как и в случае с бурой, использовать паяльную кислоту при соединении проводов и радиокомпонентов крайне не рекомендуется, так как со временем место соединения окисляется и разрушает его.
Паяльная кислота обычно расфасовывается во флакончики из ПЭТ-материалов, укомплектованные специальными носиками для удобного нанесения на место пайки.

Преимущества паяльной кислоты заключаются в быстром и качественном обезжиривании деталей и обеспечении надёжного соединения. Однако к недостаткам можно отнести то, что этот флюс продолжает реагировать с металлом под зоной пайки и рядом с ней в течение продолжительного времени, что подрывает прочность соединения. Более того, он является плохим проводником электрического тока и вызывает местный перегрев при его прохождении через место соединения, нарушая электрические параметры.
Паяльный жир.
Существует ещё один флюс, который, кажется, незаслуженно редко используется при пайке — это паяльный жир. Этот тип флюса из-за своей специфичности применяется не так часто в быту, но весьма популярен у профессиональных мастеров в области ремонта электроники.
Паяльный жир представляет собой смесь, состоящую из канифоли, стеарина, технического вазелина, хлористого цинка, хлористого аммония и высоко очищенной воды. Внешний вид его напоминает жир животного происхождения, что и обуславливает его название.

По консистенции и сочетанию компонентов паяльный жир делят на два типа — нейтральный и активный.
Первый содержит канифоль и стеарин и предназначен для удаления оксидов при пайке деталей оловяно-свинцовым припоем.
Второй основан на вазелине и парафине, обладает высокой агрессивностью и используется для пайки цветных металлов или сильно окисленных соединений. Однако из-за своей высокой способности вызвать коррозию такой жир не подходит для пайки печатных плат.
Из данного видео вы узнаете дополнительные аспекты выбора флюсов по иным критериям.
Канифоль — это флюс, а точнее одна из его разновидностей. Она используется для очистки поверхности перед пайкой от загрязнений на основе жиров, а также от оксидной плёнки и других примесей.
Это вещество природного (или естественного) происхождения, образованное из смол хвойных деревьев. Визуально оно представляется в виде стекловидной массы, причем у канифоли отсутствует четкая граница плавления — при нагреве она постепенно плавится под действием температуры.
Выглядит канифоль в заводской упаковке так:
(например, сосновая), цвет её может варьироваться от темно-красного до светло-желтого.
Канифоль в качестве флюса чаще применяется для домашнего использования — например, я использую её для пайки медных проводов между собой, результаты всегда положительные. Эти соединения окажутся гораздо более надежными, чем скрутка, а клемм в наличии может не быть.
В целом, канифоль используется там, где не предъявляются строгие требования по прочности соединений. Более того, канифоль отличается доступной ценой, что делает её доступным флюсом, практически безвредным для использования в домашних условиях.
Также она эффективно применяется для пайки различных микросхем.
Бура — это тоже флюс, но, в отличие от канифоли, он является высокотемпературным (температура плавления достигает 700 градусов и выше).
Химически бура представляет собой декагидрат тетрабората натрия и может использоваться для пайки различных металлов и сплавов, где необходимы особые требования к прочности соединений.
Я, например, применяю этот флюс при пайке медных труб, где канифоль использовать неуместно, а результат всегда положительный.
Кроме того, бурой можно эффективно работать и при ремонте тех же медных труб.
Конечно, бура, как флюс, используется в комбинации с припоем.
Визуально это белый порошок.
Паяльная кислота хотя бы частично «конкурирует» с бура и может применяться для пайки (точнее, подготовки соединения) меди, но помимо этого, паяльная кислота может также использоваться для соединения конструктивной стали, никеля, железа и различных сплавов цветных металлов и т. д.







