В современном устройстве машиностроения активно используются соединения деталей, выполненные с применением сварки. Сварка представляет собой успешную альтернативу таким методам, как поковка, литье и клепка, что позволяет упростить процесс изготовления деталей и целых узлов, снизить трудозатраты и себестоимостьProdukcji, а также уменьшить массе изделия.
Обозначение сварки на чертежах — условные обозначения сварных швов
Немногие готовы углубленно изучать все существующие аббревиатуры и сокращения, касающиеся сварочных работ, а также запоминать обозначения, используемые в чертежах сварки.
Тем более, что невозможно запомнить все ГОСТы, и это не требуется. Исключение составляют сварщики, стремящиеся стать квалифицированными специалистами; им необходимо знать все эти нюансы. Эта информация становится особенно важной, если вы намерены заниматься сварочными работами не только в домашнем хозяйстве, но и на производстве, где вам предстоит столкнуться со специфической топологией и рабочими чертежами с уникальными обозначениями.
Без понимания специфики, терминов и обозначений, связанных со сварочными работами, вы не сможете эффективно выполнять свою работу. Технологический процесс сварки охватывает множество методов, каждый из которых имеет свои узкоспециализированные требования и технические параметры. Все эти аспекты обобщены и зарегистрированы в ГОСТах, и именно на них, а также на нюансах, касающихся сварочных работ, вы можете ознакомиться на страницах нашего интернет-портала mrmetall.ru.
Для начинающего специалиста технологические чертежи и сварочные швы могут показаться пугающими. Однако, после изучения основных ГОСТов, у новичка будут четкое понимание всех условных обозначений в документах, что представит ценную информацию. Умение читать чертежи и осознавать поставленные задачи — одна из важнейших компетенций сварщика.
ЕСКД
Существует целая система, в которую включены основные стандарты, именуемая кратко ЕСКД.
- ГОСТ 14771-76 — Сварка в инертной среде. Полный перечень информации, какое типа швы и соединения получаются при данном методе;
- ГОСТ 2.312-72 — Здесь собраны все условные обозначения и виды сварочных швов в чертежных документах;
- ГОСТ 5264-80 — Вся информация по швам и соединениям, выполненным с использованием ручной дуговой сварки (РДС).
Кроме того, используется ГОСТ 16037, который применяется в тех случаях, когда осуществляется сварка стальных трубопроводов с арматурой и другими разновидностями труб.
Благодаря наличию чертежей, появляется возможность контролировать готовые изделия (конструкции) на их целостность и прочность соединений, что необходимо не только при производстве металлоконструкций. Сотрудники, осуществляющие контроль, сравнивают размеры каждого соединения с чертежными данными, что позволяет судить о надежности конструкции, компетентности сварщика и качестве сварки.
Обозначение сварных швов
Условное обозначение на чертеже сварного шва включает в себя:
- Т — Тавровый сварной шов. Из всех доступных вариантов соединений, этот шов считается самым жестким и не подходит для конструкций, где необходима определенная эластичность, так как данный шов выполняется при стыковке двух элементов под углом девяносто градусов.
- С — Стыковой шов. Когда элементы конструкции, которые следует соединить, находятся в одной плоскости, обычно выбирается именно этот способ сварки (стык в стык). Этот метод считается наиболее сложным, и, как правило, доступен только квалифицированным сварщикам.
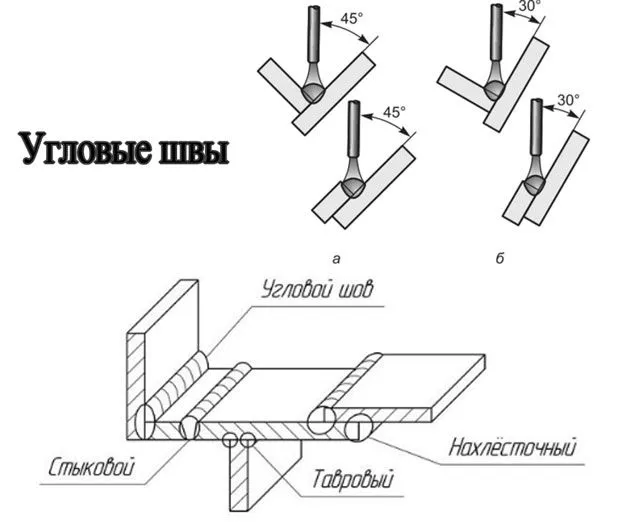
- У — Угловой шов. В этом случае две заготовки располагаются под углом девяносто градусов, и их торцевые части плавятся, создавая крепкое соединение.
- Н — Нахлесточный шов. Этот тип шва менее жесток, чем тавровый, и как правило, используется, когда заготовки для сварки находятся параллельно друг другу, но в разных плоскостях.
Чтобы наглядно увидеть, как выглядят швы перечисленных видов, вы можете ознакомиться с изображением:
Остальные виды сварочных швов обозначаются как О — особый тип. Эти типы не входят в основные стандарты, но также находят применение в работе.
Квалифицированный сварщик обязан быть знаком со всеми обозначениями сварочных швов и их сокращениями.
Обозначения швов соответствуют ГОСТам 5264, 16037 или 14771-76
Эти стандарты взаимосвязаны между собой.
Например, условное обозначение для РДС по ГОСТу 5264 сварного шва выглядит так:
Для работ в инертной среде по ГОСТу 14771 это будет выглядеть так:
По аналогии также возможно обозначение по ГОСТу 16037:
Необходимость и правила обозначения сварных швов
Сварщики должны уметь правильно интерпретировать чертежи. Для того чтобы читать их последовательно, графические символы, применяемые в них, должны соответствовать стандартам ЕСКД и ГОСТ. Это правило охватывает также текстовые описания.
Необходимо понимать важность обозначения сварных швов. Это принципиально необходимо, так как стандартизированные символы дают возможность компактно представить большое количество информации. Соответственно, повышается скорость работы специалиста, и он может оперативно приступить к своим задачам.
В описании чертежей могут быть обозначены такие характеристики:
- материалы деталей и соответствующий тип сварного шва;
- размеры с допусками;
- технологические методы;
- габариты и форма наплавки;
- прочностные свойства и требования по герметичности;
- условия технологических процессов и последовательность выполнения работ.
Для оценки качества сварного шва необходимо сравнить его характеристики с данными, указанными в технической документации.
Таким образом, обозначения на чертежах должны удовлетворять единым стандартам, чтобы все профессионалы могли одинаково интерпретировать один и тот же документ.
Если конструкция включает сварочные соединения, она обязательно должна иметь следующие сопутствующие документы:
- технологическую инструкцию;
- проект производства сварочных работ (ППСР);
- другие разделы общего проекта производства работ (ППР).
Все эти документы служат основой для правильного и единообразного чтения чертежей профессионалами. Без тщательного изучения не может быть обеспечено правильное понимание работы.

Чтобы точно оценить качество выполненных работ сварщика, должны использоваться следующие виды технической документации:
- исполнительные чертежи с изменениями, которые могут быть внесены производителем или монтажником;
- согласие разработчика на изменения, указанные в исполнительных чертежах;
- сертификаты, подтверждающие необходимое качество используемых материалов.
Осуществление контроля происходит с целью сопоставления результатов работы с требованиями, прописанными в технологических картах и ГОСТах.
Пояснения на чертежах оформляются в соответствии с нормами ЕСКД. Например, если необходимо обозначить стыковое соединение, на чертеж наносят стрелку, над или под которой специалист размещает поясняющую запись.
Пояснение может содержать 9 блоков:
- Обозначение замкнутости контура или монтажного соединения;
- Указание государственного стандарта, согласно которому используются обозначения;
- Тип сварного шва;
- Метод сварочного соединения согласно государственному стандарту;
- Размеры деталей;
- Длина свариваемого участка, измеряемая в миллиметрах;
- Дополнительные характеристики сварного соединения;
- К дополнительным характеристикам всей работы относится длина шага и прочее;
- Требования к чистоте поверхностей элементов, которые могут подсказать, необходимо ли производить зачистку торцов.
Обозначение типов сварок и сварочных соединений
Сегодня количество типов сварки стремительно увеличивается, что предоставляет мастерам отличные возможности для реализации своих самых амбициозных задумок. Одним из ключевых условий успешных сварочных работ является умение правильно составлять чертежи. Кроме того, сварщик должен уметь интерпретировать чертежи, подготовленные другими специалистами, и знать все условные обозначения сварных швов и соединений.

Технология сварочных работ обозначается следующим образом:
- Э — электродуговая;
- Kт — контактная;
- Г — газовая;
- З — выполняемая в среде защитных газов.
Главным достоинством чертежей является то, что они содержат все данные, необходимые специалисту для производства сварочных работ. Несомненно, каждый сварщик должен уметь как читать чертежи, так и самостоятельно их составлять, в полной мере понимать знаки, обозначающие сварные швы.
Чтобы соединение отдельных деталей конструкции было качественным, должны быть указаны пояснения для всех стыков. Все подробности фиксируются в специальной конструкторской документации. Следует отметить, что в таких документах обозначения сварных швов обязаны соответствовать требованиям ГОСТа.
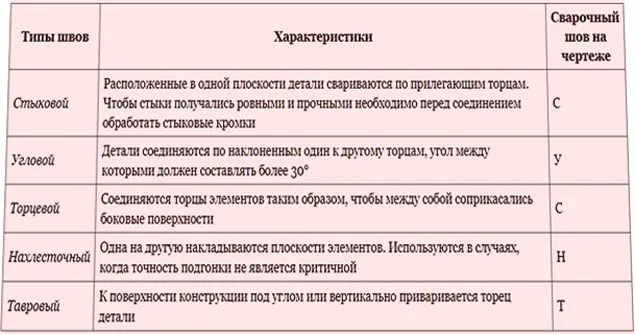
Виды соединений классифицируются в зависимости от используемого способа стыковки. С примерами обозначений сварных швов на чертежах можно ознакомиться в нижеследующей таблице:
Если элементы конструкции располагаются в одной плоскости, то сварка будет производиться на прилегающих торцах. Для устранения кривизны стыков их кромки должны быть предварительно обработаны.
Элементы конструкции свариваются под углом друг к другу, причем данный угол наклона должен составлять не менее 30°.
Элементы соединяются между собой боковыми поверхностями.
Плоскости деталей при сварке накладывают друг на друга внахлестку. Этот способ соединения подходит в тех случаях, когда нет строгой необходимости в точной подгонке.
Соединение происходит с плоскостью либо под углом, либо вертикально.
В таблице представлены только те обозначения сварных швов, которые зарегистрированы в государственных стандартах. Прочие виды обозначаются как особые и указываются на чертежах символом О.
Виды швов согласно ГОСТам (квадраты 2 и 3 примеры)
Различные способы соединения двух элементов детально рассматриваются в ГОСТах 14771-76 и 5264-80. Существуют такие типы сварочных соединений:
- С — стыковой шов. Два соединяемых элемента располагаются в одной плоскости и на одном уровне. Их соединение происходит смежными торцами. Этот вариант соединения один из самых востребованных. Его основное преимущество заключается в том, что механические характеристики сварного шва очень высоки, а готовая конструкция выглядит эстетично. Несмотря на положительные качества есть и недостатки. Данный тип соединения остается технически сложным. Качественно его способен выполнить только опытный специалист.
- Т — тавровый шов. Означает соединение двух элементов, расположенных друг относительно друга под углом 90 градусов, при этом место стыковки представляет собой Т-образную конфигурацию. Это наиболее жесткий способ соединения из всех рассматриваемых, поэтому он не используется в тех случаях, когда для готовой конструкции необходима определённая эластичность.
- Н — нахлесточный шов. Две заготовки располагаются параллельно, но не на одном уровне, они соприкасаются с некоторым перекрытием плоскости. Данный метод обеспечивает надежное соединение и достаточно прочный вариант, но по жесткости он уступает тавровым швам.
- У — угловой шов. В этом случае две заготовки располагаются под углом 90 градусов, при этом плавятся торцы, что создает довольно прочное и жесткое соединение.
- О — особые типы. Так обозначаются все остальные варианты сварки заготовок, которые не описаны в стандарте.
Оба упомянутых в начале данного раздела ГОСТа имеют похожие характеристики и взаимосвязаны друг с другом. Для ручной дуговой сварки по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Для выполнения сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере указанные цифры представляют разные классы соединений. Во втором квадрате обозначен стандарт – 14771-76, а в третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
Стандартизация охватывает и описания методов сварки. Наиболее распространенные из них включают:
- А — автоматическая. Выполняется с использованием флюса, но без прокладок и подушек;
- Аф — также автоматическая, но с использованием подушки;
- ИН — выполняется в инертной среде с применением вольфрамового электрода без добавок;
- ИНп — аналогичный способ, но с применением присадок;
- ИП — соединение металлом в инертной среде с использованием плавящегося электрода;
- УП — схожий процесс с ИП, но с использованием углекислого газа вместо инертной среды.
В данном случае символы УП в четвертом квадрате обозначают, что сварка была выполнена в углекислой среде с использованием плавящегося электрода.
Для повышения качества и скорости выполнения работ, вы всегда можете воспользоваться нашими сварочными столами, произведенными компанией VTM.
Обозначение на чертежах стандартных сварных швов
На изображении сварного шва можно различить его лицевую и оборотную стороны. Лицевой стороной считается та, с которой осуществляется сварка (рис. 7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок считается сторона, с которой осуществляется сварка основного шва А (рис. 7, б).
В случае симметричной подготовки кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в).
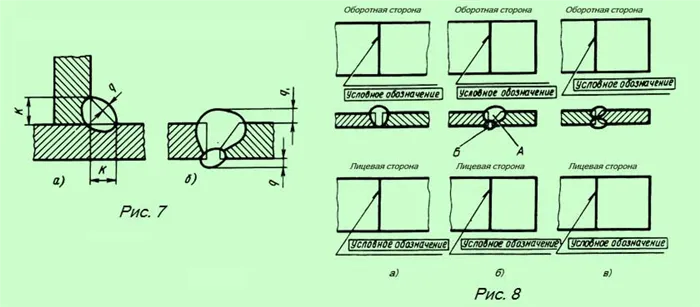
Каждый шов сварного соединения имеет определенное условное обозначение, наносят которое на чертеже в соответствии с рис. 7:
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны.
ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и обозначающие его характеристики (табл. 1).
Таблица 1. Вспомогательные знаки, характеризующие сварной шов
и входящие в его обозначение (выдержка из ГОСТ 2.312-72)
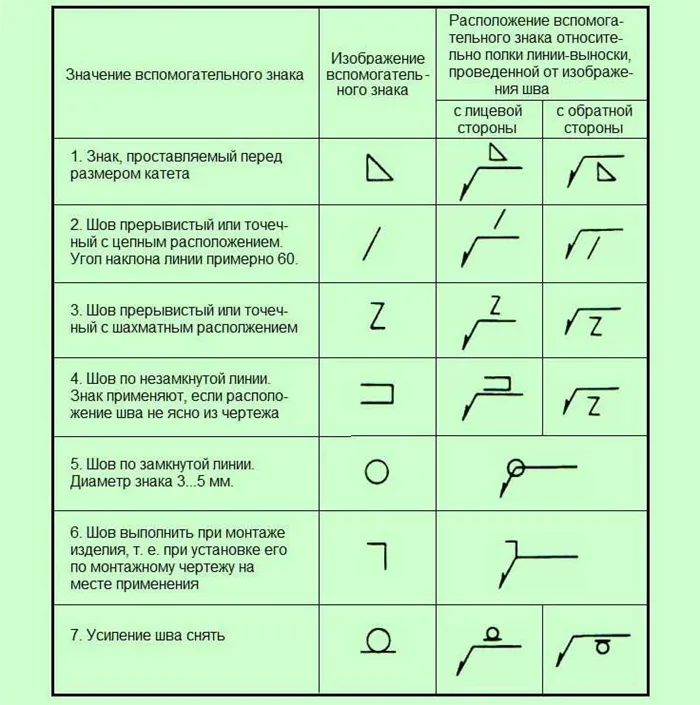
Все знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны иметь одинаковую высоту с цифрами, которые включаются в обозначение шва.
Структура условного обозначения стандартного сварного шва (рис. 9):
1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9).
2. Обозначение стандарта на типы и конструктивные элементы сварных соединений.
3. Буквенно-цифровое обозначение шва.
4. Условное обозначение метода сварки (можно не указывать).
5. Для швов, тип которых определяется катетом шва (рис. 8, а), указывают: знак 1 (табл. 1) и размер катета в миллиметрах.
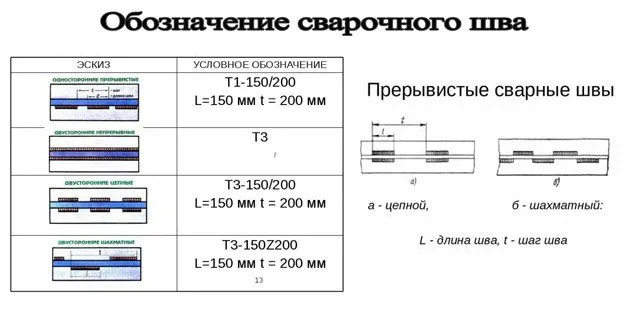
6. Для прерывистого шва указывают размер длины провариваемого участка, знак / и знак Z (размер шага).
7. Вспомогательные знаки (например, по снятию усиливающего шва, а также наличие наплывов или неровностей) (см. таблицу 1).
8. Шероховатость механической обработки поверхности шва.
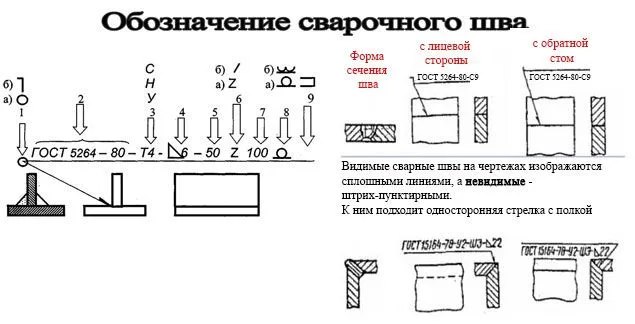
В обозначении шва указываются только те параметры и знаки, которые описывают обозначаемый шов. Поскольку условное обозначение стандартного шва предоставляет исчерпывающую информацию о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуют в разные стороны (см. рис. 5 и 9).
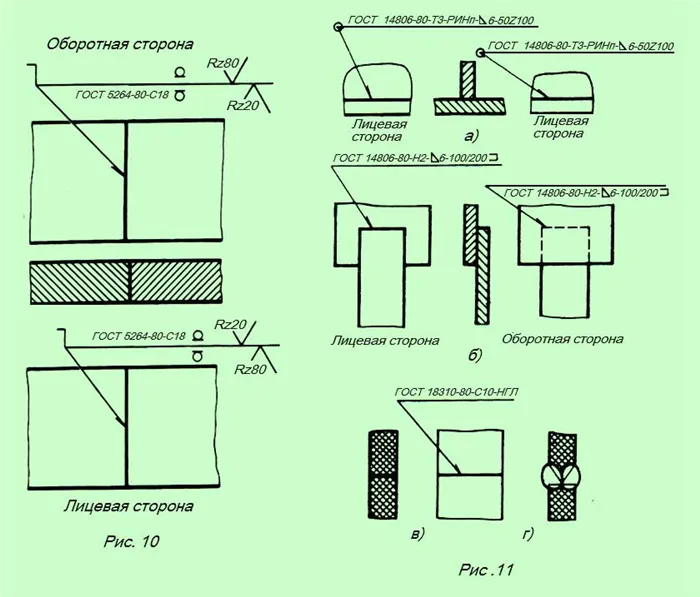
На рис. 10 и 11 представлены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать метод сварки. На этих рисунках дается условное изображение шва как на лицевой, так и на обратной сторонах.
Очевидно, что на рабочих чертежах условное изображение шва должно находиться только с одной стороны (производя преимущественно с лицевой).
Упрощения обозначений сварных швов
На рис. 11, в показано изображение и обозначение сварного шва при работе с полимерами (пластмассами). Основные параметры шва:
1) ГОСТ 16310-80 — шов сварных соединений из винипласта или полиэтилена;
2) С10 — двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва;
3) НГП — сварка нагретым газом с добавкой (можно не указывать).
При выполнении сварных соединений швы могут быть аналогичными. При этом одинаковыми считаются швы, если:
— у них одинаковые типы и размеры конструктивных элементов в поперечном сечении;
— к ним предъявляют одинаковые технические требования;
— они имеют идентичное условное обозначение.
Когда на чертеже изображены несколько одинаковых швов, условное обозначение шва наносится у одного из них, а от остальных проводятся линии-выноски без полок (рис. 12).
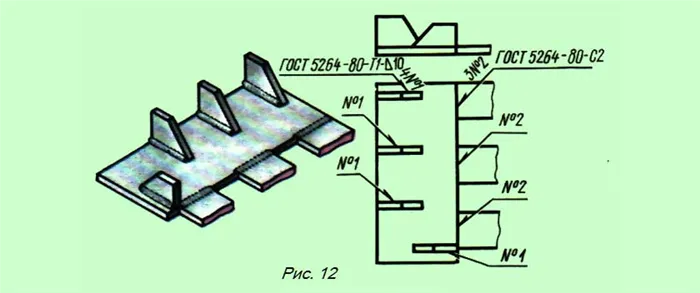
Все одинаковые швы получают одно порядковое число. Это число указывается:
- на линии-выноске, имеющей полку с обозначенным условным обозначением шва (перед этим можно указать количество одинаковых швов);
- на полке линии-выноски, проведенной от лицевой стороны шва;
- под полкой линии-выноски, проведенной от обратной стороны шва (на рис. 12 не показано).
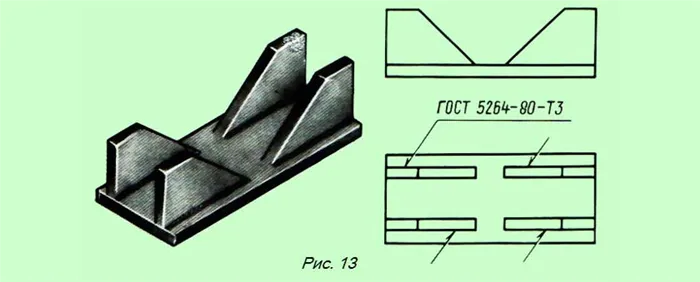
Если на чертеже все швы одинаковы и приведены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, помечаются только линиями-выносками без полок (рис. 13).
На изображении продукта, обладающего осью симметрии, допустимо помечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения.
Допускается не отмечать швы сварных соединений на чертежах линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны обозначать места сварки, методы сварки, типы сварных соединений, их конструктивные элементы и расположение.
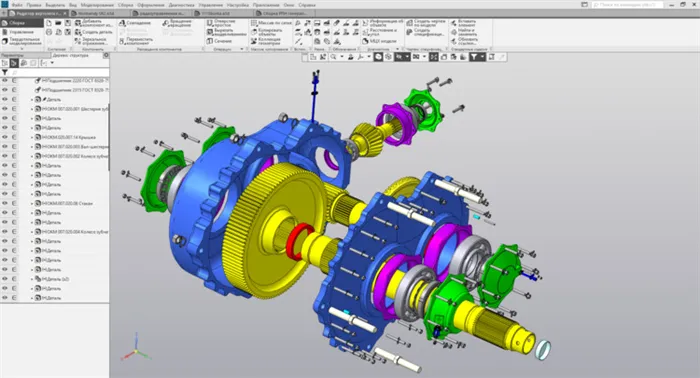
Использование САПР
В наши дни все чертежи создаются с помощью специализированного программного обеспечения. Разработчики предлагают разнообразные продукты, среди которых наибольшую популярность приобрели следующие программные комплексы:
Все студенты технических вузов начинают с выполнения чертежей вручную. Это часть сохранения традиций, ведь настоящий инженер должен не только понимать чертежи, но и уметь создавать их самостоятельно.
Использование программ позволяет значительно повысить эффективность работы, поскольку время на создание любого чертежа может быть сокращено в несколько раз.
Например, на Горьковском автозаводе при расчете временных затрат на разработку первых моделей ГАЗелей, на составление проектно-технической документации отводилось 8 лет. Однако применение САПР сократило этот срок более чем в 2 раза, завершив полный процесс подготовки и проверки технической документации за 3 года.
Программное обеспечение не только упрощает создание узлов и агрегатов. Некоторые программы предлагают расчет максимальных нагрузок, благодаря технологии моделирования рабочих условий. Это позволяет находить правильные решения уже на этапе разработки, практически полностью исключая этапы изготовления и проверки опытных образцов.
Источник информации в программах — это базы данных. Они обеспечивают оперативный доступ к нужной информации, например, возможность выбора типа сварочного соединения и его указания на чертеже.
Все программы отечественного производства разрабатываются с учетом требований нормативных документов, регламентирующих процесс составления технической и проектной документации.
Заключение
Сегодня каждый специалист, связанный с сваркой, должен уметь читать все чертежи. Этот навык необходим для правильного определения типа соединения и технических характеристик шва. В условиях повышенных требований к качеству работ, отсутствие этого навыка является неприемлемым. Для изучения условных обозначений рекомендовано работать с готовыми чертежами — это позволит значительно быстрее усвоить необходимую информацию.
Слово от экспертного работника высшей категории Поротикова Сергея Викторовича, опыт работы – 25 лет: Когда я заканчивал институт, свою дипломную работу я выполнял самостоятельно, так как не было нужных программ. После поступления в проектное бюро на небольшом заводе я узнал, что кроме технологов, успешно разобраться в чертеже мог только старший мастер, контролировавший выполнение работ. Он ценился на вес золота. Сейчас все чертежи выполняются в АвтоКаде – это очень удобно, и что самое главное – их могут читать все опытные сварщики. Однако, новички из вузов в этих чертежах практически не разбираются. В современных учебных заведениях, к сожалению, этому не уделяется должное внимание.
Вам также будет интересно







