Также важно подчеркнуть, что предметы из латуни или бронзы часто обладают значительной декоративной ценностью. Это подразумевает необходимость применения сварочного режима, который обеспечит получение идеально гладкого шва, а также даст возможность увеличить долговечность соединения.
Способы сварки латуни
Латунь представляет собой сплав меди и цинка, который может содержать различные добавочные элементы в небольших количествах, например, марганец или железо, что позволяет достичь нужных характеристик конечного продукта. Ввиду разнообразия свойств, латунь находит широкое применение во многих отраслях современной промышленности, что обуславливает востребованность услуг по сварке латуни. Этот процесс имеет свои сложности и риски:
- образование оксидной пленки из цинка;
- возможность закипания и последующего испарения цинка;
- появление пор и лакун в сварном соединении.
Однако указанные трудности разрешаются при соблюдении правильного подхода к сварке латунных изделий и строгом следовании технологическим требованиям.
Подготовка деталей
Шаг 1. В отличие от медных деталей, процесс сварки латуни не требует прогрева всей площади заготовок. При работе с толстыми элементами достаточно нагреть только края соединяемых частей.
Шаг 2. Кромки деталей, имеющих толщину менее 1,5 мм, лучше предварительно обработать — например, выполнить отбортовку для увеличения общей толщины. Затем края очищаются от оксидного слоя с помощью специальной щетки, которая не оставляет стальных частиц.
Шаг 3. Свариваемые детали располагаются так, чтобы шов образовывался на зазоре в 2 мм между ними. Если предполагается выполнение более толстого диффузного шва, зазор увеличивается, и используются специальные прокладки.
В практике существуют пять способов сварки латунных изделий. Первые три из них используются в промышленности благодаря высокой производительности и скорости выполнения работ:
- Электродуговая сварка с применением электротока обратной полярности с последующей обработкой стыка;
- Аргонная сварка, выполняемая в инертной среде, используется для деталей большей толщины (от 5 мм);
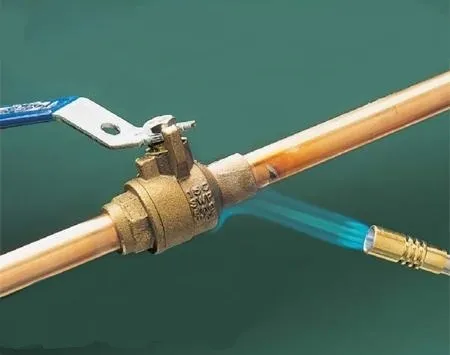
- Газопламенная сварка, которая осуществляется с помощью газового резака, пламя которого нагревает и сплавляет кромки элементов.
Кроме того, применяются такие технологии, как холодная сварка и пайка латуни с использованием припоя. Но из-за низкой производительности и значительных временных и ресурсных затрат они больше подходят для использования в домашних условиях.




Особенности сварочных работ
Ключевая специфика сварки латуни связана с химическим составом материала. Латунь — это сплав меди и цинка. При нагревании цинк начинает испаряться, что приводит к образованию пор различных размеров и форм в месте сварки. Однако это — лишь часть проблемы.
Более тревожным является тот факт, что пары цинка обладают высокой токсичностью для человека, что обосновывает необходимость принятия мер предосторожности. Строгое соблюдение технологий сварки играет в этом процессе ключевую роль.
В целом, сварка латуни осуществляется по той же схеме, что и медь. Если слой металла меньше 1 см, то предварительный прогрев становится ненужным.
Подготовка
Сварку латуни можно производить даже в домашних условиях, однако необходимо провести тщательную подготовку. При работе с толстыми конструкциями обязательно требуется предварительный прогрев тех мест, где будет производиться сварка. Это поможет улучшить качество шва и повысит надежность соединения. Если толщина листов значительна, в отбортовке нет необходимости. Тем не менее, между соединяемыми частями должен оставаться зазор не более 2 мм.
При использовании подкладки зазор следует увеличить. Особенно надежные соединения часто достигаются благодаря двухсторонней сварке. Неверная оценка отдельных параметров может привести к серьезным проблемам. Поэтому толстые конструкции рекомендуется сваривать только опытным профессионалам.
Где применяется TIG-сварка латуни

Правильно выполненные швы аргоновой сварки латуни отличаются герметичностью и прочностью. Поэтому этот метод сварки подходит для монтажа латунных трубопроводов на химических предприятиях, в системах кондиционирования, охлаждения и других областях. Аргон прекрасно подходит как для соединения труб, так и для сварки резьбовых соединений и фланцев.
Метод TIG также используется для создания теплообменников, предназначенных для котлов и газовых колонок. Он применим для пайки проводов, проволоки, обработки фигурных изделий и ремонта сантехнических систем (например, кранов и вентилей). Поскольку латунь хорошо наплавляется, с помощью сварки можно наращивать поверхность материала для последующей обработки на токарном станке или нарезки резьбы. Это предоставляет возможность применения аргоновой сварки для реставрации и восстановления деталей в области электротехники, автомобилей и других механизмов.
Технология аргонодуговой сварки латуни
Суть аргоновой сварки латунного сплава сводится к нагреванию кромок материала с использованием электрода, создающего электрическую дугу. Разряд возникает между концом вольфрамового электрода и обрабатываемым изделием. Температура дуги может достигать 3000–5000 °C, что позволяет плавить материал без каких-либо затруднений. Чтобы избежать контакта кислорода с расплавленным сплавом, из сопла подается инертный газ – аргон, который защищает сварочную ванну и препятствует кипению.
Объем шва и заполнение зазоров между соединяемыми кромками достигается за счет подачи присадочной проволоки, которая подбирается по химическому составу свариваемого сплава латуни (должна содержать такое же количество цинка и других компонентов). После завершения сварки осуществляется постпродувка аргоном, что гарантирует охлаждение вольфрамовой иглы и шва. Для работы необходимы: аргоновый сварочный аппарат с горелкой, защитная маска, перчатки и присадочная проволока.
Технология сварки латуни
Сплав меди и цинка, известный как латунь, обладает множеством положительных характеристик, среди которых ключевым является коррозионная стойкость. В сочетании с красивым естественным цветом, способностью к полировке и удобством механической обработки, латунь становится достаточно универсальным и сравнительно недорогим материалом как для технических, так и для декоративных изделий.
Особенности сварки латунных изделий
Сварка латуни имеет свои уникальные аспекты, которые в значительной степени определяются присутствием цинка. Низкая температура плавления цинка (419°C по сравнению с 700°C меди) указывает на то, что цинк начинает испаряться намного раньше, чем плавится медь. Эта особенность усугубляется тем, что образующийся в результате сгорания цинка оксид ZnO является крайне опасным для здоровья. Это приводит к строгим требованиям безопасности, которые направлены на защиту глаз и дыхательных путей.
Кроме того, оксид цинка могут образовывать осадки на свариваемых деталях, что отрицательно сказывается на качестве сварных швов. Специальная подготовка процесса и применения технологических методик могут помочь минимизировать негативное воздействие цинка.
Подготовка к сварке
Подготовка к сварке латунных деталей в основном схожа с подготовкой медных деталей, но с одним важным отличием: тонкие листы латуни не требуют предварительного прогрева перед началом работы. Прогрев становится актуальным только для деталей большой толщины и выполняется непосредственно перед сваркой.
Для тонких листов (менее 1,5 мм) следует применять отбортовку, что почти вдвое увеличит прочность сварного шва. Для листов толщиной от 1,5 мм до 5 мм отбортовка и скос кромок не требуются.
Для более толстых листов необходимо также очень строго поддерживать зазор между деталями в пределах 2 мм, который допускается увеличить до 4 мм при использовании специальных подкладок. При толщине листа от 6 мм до 15 мм выполняется разделка кромок в форме буквы V.
Листы толщиной от 6 до 25 мм свариваются только с обеих сторон, при этом предпочтительно выполнять разделку кромок в виде буквы X. Нарушение любого из вышеуказанных параметров может привести к напряжениям в конструкции и даже к разрушению сварного соединения.
Подготовленные кромки очищаются механически до металлической основы с помощью абразивов или подвергаются протравке 10% азотной кислотой, после чего промываются и протираются ветошью.
Сварка латуни
Независимо от выбранного метода, сварка латуни имеет свои особенности:
- чтобы избежать образования пористой структуры шва, скорость ведения сварки не должна быть ниже 15–20 см/мин;
- из-за легкоплавкости и текучести латуни недопустимо выполнять потолочные швы;
- при выполнении вертикальных швов необходимо использовать дополнительный прогрев.
Листовой прокат из латуни чаще всего соединяется методом контактной сварки, что является одним из немногих способов сварки медных сплавов. Дело в том, что латунь имеет достаточно высокое электрическое сопротивление по сравнению с другими copper alloys и чистой медью.
Тем не менее, не все латуни свариваются одинаково хорошо, так как это зависит от процентного содержания цинка в сплаве. Наилучшие результаты достигаются при использовании а-латуней, содержащих примерно 30% цинка.
Наиболее распространенные методы сварки латунных деталей включают:
- работу в среде инертного газа (аргона);
- электродуговую ручную и полуавтоматическую сварку;
- газопламенную сварку.
Тем не менее, метод, основанный на электродуговой сварке, не получил широкой популярности и редко применяется в производстве из-за низкой технологии процесса. В подготовительном этапе необходимо нагреть соединяемые детали и прокалить электроды до температуры 200°C. При этом используются специальные электроды, которые не всегда доступны.
Часто в качестве электродов используют латунные прутья марки ЛК 80-3 с покрытием ЗТ, представляющим собой сложную химическую смесь.
В среде аргона
Сварка латуни аргоном является на сегодняшний день самым качественным и востребованным методом, что справедливо не только для латуни, но и для других медных сплавов.
Метод представляет собой тот же процесс дуговой сварки, но осуществляется в инертной среде аргона. При этом допускается использование как плавящихся, так и неплавящихся электродов.
Для неплавящихся электродов чаще всего используют вольфрам, а в качестве хорошо подходящего присадочного материала в большинстве случаев применяют бронзовые прутки марки БрКМц-3-1.
В том случае, если сплав латуни является сложным, рекомендуется выбрать присадочную проволоку, состав которой соответствует обрабатываемому металлу.
Сварка бронзы или латуни с помощью аргонового аппарата выполняется в один слой. При этом необходимо варить не сплошным швом, а небольшими участками (валиками).
Необходима высокая точность и аккуратность, поскольку существует значительный риск прожога. В частности, из-за этих особенностей сварка латуни аргоном выполняется с использованием длинной дуги. Мастеру следует постепенно снижать силу тока в зонах сваривания для достижения оптимального результата.
Учитывая описанные выше особенности, аргоновую сварку лучше всего применять для изделий, толщина которых составляет более 5 миллиметров.
В домашних условиях
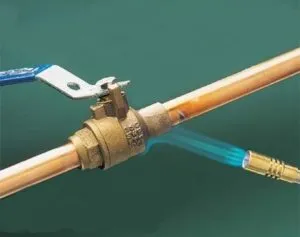
В домашних условиях проще всего использовать паяльную лампу и оловянный припой, если они имеются под рукой, или можно позаимствовать их. Флюс, который отделяет зону сварки от атмосферного воздуха, обычно представляет собой доступный и недорогой борат натрия. В некоторых случаях для пайки латуни готовят специальные медные и серебряные припои.
Если сварка латуни будет проводиться в домашних условиях с использованием электродугового метода, важно задуматься о средствах защиты и строгом соблюдении мер предосторожности, так как пары цинка действительно опасны для здоровья — они ядовиты.
Следовательно, процесс сварки латуни необходимо проводить в защитной маске, перчатках и респираторе. По этой же причине работать стоит на улице или в помещениях с хорошей вентиляцией.
Тем недостаточно опытным мастерам, которые делают первые шаги в этом деле, будет полезно проконсультироваться. Рекомендуется сначала потренироваться на ненужном куске латуни подходящих размеров, чтобы привыкнуть к процессу и найти правильные настройки оборудования перед тем, как перейти к реальной работе.
Тем, кому необходимо быстро соединить два металлических объекта, следует обратить внимание на метод холодной сварки. Хотя это название не совсем верное. Удар по двум металлическим пластинам с помощью кувалды, в результате чего они соединяются, также можно рассматривать как холодную сварку — именно так мастерили в древности.
Но в современном контексте холодной сваркой называют соединение двух металлических частей с помощью специальных составов и самих этих составов. Их можно приобрести практически в любом специализированном магазине, они подходят для соединения, ремонта и герметизации изделий из латуни и бронзы.
Применение очень простое: необходимо хорошенько размешать состав холодной сварки до получения однородной массы. Затем наносим эту смесь на обе поверхности, которые необходимо соединить, и крепко прижимаем их друг к другу на несколько секунд.
Фактически холодная сварка представляет собой клей для металлов, и в некоторых случаях подобный клей действительно может быть полезен в домашних условиях. Однако бывают ситуации, когда без настоящей сварки не обойтись.







