В нашей статье мы детально освещаем процесс сварки полипропиленовых труб — это доступная задача, которую под силу решить каждому начинающему сантехнику. Мы предоставим информацию о необходимых условиях, правилах работы с паяльником для соединения пластиковых элементов, а также укажем на методы, применяемые в других случаях.
Сварка полипропиленовых труб
Металлические трубы уже давно утратили свою популярность, и им на смену пришли трубы из полипропилена. Эти трубы активно используют в системах водоснабжения и отопления как в загородных домах, так и в городских квартирах. Процесс сварки полипропиленовых труб можно выполнить самостоятельно, не имея при этом обширного набора инструментов и специальных навыков. Работа с полипропиленом достаточно проста и не требует особых усилий; важно лишь следовать некоторым советам специалистов по сварке. Полипропилен — это легкий и прочный материал, что значительно облегчает монтаж и делает его доступным даже для начинающих.
Перед началом любых работ важно определить место для прокладки труб. Лучше заранее разработать план, чтобы исключить возможность сварки в неудобных условиях, например, в замкнутых пространствах, где придется использовать предварительно подготовленные заготовки.
Процесс сборки обычно начинают на полу, а затем, последовательно, трубы монтируются в общую систему.
Работа начинается с разогрева паяльника для полипропиленовых труб. У каждой модели устройства имеется терморегулятор, позволяющий установить рекомендуемую рабочую температуру. Для полипропилена эта температура составляет 260ºС. Если температура окажется ниже, процесс сварки будет неэффективным, соединение будет недолговечным. Слишком высокая температура может привести к перегреву материала и образованию наплывов.

Как только паяльник готов к работе и лампочка индикатора температуры гаснет, если сварка проводится впервые, рекомендуется подождать дополнительно 5 минут, прежде чем приступать к операции.
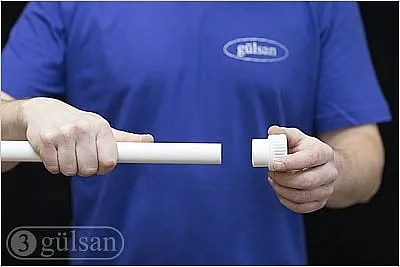
Первый шаг – это подготовка трубы. Если необходимо, ее следует отрезать до нужного размера.

Для успешной сварки необходимо предварительно нагреть рабочие поверхности всех полипропиленовых элементов. В случае муфты нагреву подлежит внутренняя стенка, а для трубы — внешняя. Элементы окрашиваются на паяльник так, чтобы насадка вошла до упора. Продолжительность сварки зависит от диаметра трубы и составляет всего несколько секунд.
После нагрева соединяющиеся элементы нужно разместить в нужном положении. Данный метод сварки позволяет исправить положение полипропиленовых труб в течение 2-3 секунд без применения дополнительных инструментов, достаточно просто оценить с помощью глазомера.
Если сварка выполнена правильно и при надлежащей температуре, то нагретые участки труб будут двигаться на стыке, зафиксировавшись на месте. Если температура была слишком высокой или трубы удерживались на паяльнике слишком долго, это может привести к деформации материала, потере формы и образованию заусенцев, что в свою очередь может уменьшить проходимость труб. Важно помнить о необходимости очищать паяльник после работы, иначе остатки полипропилена, застывшие внутри насадки, будут гореть, выделяя неприятный дым.
При правильном выполнении стыковки полипропиленовые элементы немного растекаются, формируя выпуклый шов снаружи. Если труба не подходит к фитингу или искривляется, может понадобиться снятие фаски с ее края.
Полезные советы по сварке полипропиленовых труб:
- Первое и главное требование — удалить с поверхностей всех элементов traces загрязнений. Это можно сделать с помощью спирта, что обеспечит хорошее сцепление между трубами и фитингами. Данная процедура необязательна, но в противном случае, качество соединения может понизиться.
- На полипропиленовых трубах перед началом сварки следует отмечать глубину, на которую нужно соединять элементы. Учитывая разнообразие калибров фитингов, глубина вставки будет варьироваться. Перед стартом сварки труб, рекомендуется измерить глубину с помощью штангенциркуля или линейки, что минимизирует риск полной запайки фитинга. Основные параметры для различных диаметров можно увидеть в таблице.
- Перед началом сварки полипропиленовых элементов полезно провести тренировку. Для этого можно использовать запасную трубу того же диаметра и фитинг. Процесс проходится по вышеописанной инструкции, что позволит понять оптимальную глубину вставки и лучше освоить метод.
- Полипропиленовый трубопровод можно заполнить теплоносителем (водой) только после того, как сварка полностью остынет. Процесс остывания длится около одного часа, после чего труба может быть подключена к системе.

Важно понимать, что возможны ошибки в сварке полипропиленовых труб, которые могут возникнуть из-за неверного замеров или неправильно рассчитанного времени нагрева. Поэтому даже для первого опыта очень полезно провести предварительную тренировку, особенно если монтаж осуществляется в неудобных условиях.
Если у вас возникли какие-либо вопросы после прочтения данной инструкции, наши специалисты всегда доступны для консультаций. Позвоните на бесплатный номер АРМАПласт: 8-800-500-28-80.
Технология сварки полипропиленовых труб
Nагревание полипропилена происходит с его размягчением. При нагревании пластик меняет текстуру и становится похожим на пластилин. Расплавленные края соединяемых элементов за счёт взаимного проникновения образуют единый шов, быстро остывая и затвердевая, приобретая прочность при нагрузках. После застывания характеристики шва аналогичны основному материалу.

Для качественной сварки полипропиленовых труб необходимо учитывать несколько условий:
- полипропилен должен быть нагрет до вязкоподобного состояния с использованием специального оборудования, а инструкция к нему должна быть изучена заранее;
- пайке подлежат только трубы из полипропилена с одинаковой маркировкой (в противном случае соединения могут быть ненадежными);
- стыки торцов трубы и фитинга должны быть плотными — недопустимы ни зазоры, ни перекосы; для обеспечения плотности торцы элементов следует обработать с помощью шлифовальной бумаги;
- застывание полипропилена происходит очень быстро, что делает невозможным исправление ошибок, тем более что корректность установки соединяемых частей имеет первостепенное значение.
Хорошие термопластические характеристики материала обеспечивают надежное соединение элементов, поэтому для сварки полипропиленовых труб имеет значение правильное соблюдение времени и температуры, использование качественных материалов и детальное следование инструкциям.
Подготовка труб к сварке
Насадки сварочных аппаратов, выполненные из тефлона, необходимо тщательно очищать от частичек расплавленного полипропилена с помощью грубой ветоши из термостойкой ткани (например, из брезента). Если очистить насадки после остывания, это может привести к повреждению тефлонового покрытия, что снизит его эффективность и позволит материалу прилипать во время работы.
Важно! Не используйте растворители, бензин, спиртовые смеси, ацетон и схожие вещества для обезжиривания торцов полипропиленовых труб. Агрессивные жидкости могут повредить поверхность пластика.
Паяльники для сварки полипропиленовых труб оснащены панелью управления, на которой нужно установить необходимую для пайки температуру: +260 градусов Цельсия. Нагревательный элемент должен равномерно нагреться по всей поверхности (это занимает от 10 до 15 минут). Если температура окружающего воздуха выше обычной, нагрев занимает меньше времени и наоборот — нельзя сваривать в условиях низкой температуры.
Способы соединения полимерных труб
В зависимости от условий монтажных работ применяются два основных метода для соединения труб, выполненных из полимерных материалов:
- Пайка — этот метод включает в себя нагрев и соединение расплавленных концов элементов.
- Без пайки — этот способ подразумевает использование компрессионных фитингов или выполнение так называемой холодной сварки.
Холодная сварка удобна тем, что для ее выполнения не требуется специального оборудования; все манипуляции можно провести с помощью обжимного ключа.
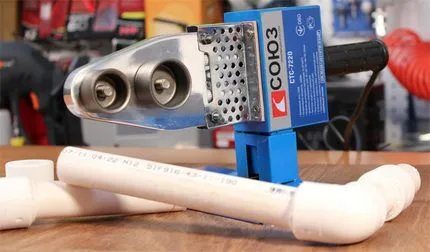
Сварка полипропиленовых трубопроводов осуществляется с использованием сварочного аппарата, конструкция которого напоминает утюг.
В комплект сварочной машины для ПП труб включены насадки для оплавления внешней стороны трубы и дорны для обработки внутренней стороны.
Нагревательный элемент аппарата достигает температуры, установленной оператором, и передает ее насадке и дорну, что позволяет расплавить входящие в соединение полимерные детали до вязкого состояния.
При нагревании важно строго соблюдать лимитированное время, которое зависит от толщины стенок ПП трубы. Превышение времени может привести к деформации деталей, в то время как недостаточное время может дать слабое соединение.
Если полипропиленовая труба имеет толщину свыше 4 мм и диаметр более 50 мм, следует применять метод стыковой сварки.
Трубы диаметром более 50 мм соединяются методом стыковой сварки, используя аппарат с дисковым нагревательным элементом.
Нагревательный элемент в виде диска подбирается в зависимости от диаметра соединяемой трубы.
Перед нагреванием следует подготовить стыкующиеся концы трубы, чтобы они имели идеальную плоскость, строго перпендикулярную оси трубы.
После нагрева заготовки соединяются быстро, пока расплавленный полимер не начал затвердевать. В этой операции важно действовать уверенно, соблюдая соосность.
Инструменты для соединения
Основным инструментом, используемым для соединения пластиковых труб, является сварочный утюг, который работает от сети с напряжением 220 В. Принцип его работы весьма прост. Нагревательным элементом в утюге выступает сварочный ТЭН, расположенный в металлическом корпусе.
ТЭН подогревает до требуемой температуры свою рабочую поверхность, которая в свою очередь нагревает насадки. Поддержание стабильной температуры насадок осуществляется с помощью терморегулятора. В следующей статье мы рассмотрим пайку и типичные ошибки, связанные с соединением полипропиленовых труб, с которой рекомендуем ознакомиться.
Утюг является легким и компактным устройством, которое имеет кронштейны для установки муфты для труб и дорна для фасонных изделий.
В комплект к утюгу входят стандартные нагревающие насадки различных размеров. Когда они нагреваются до нужной температуры, они размягчают полипропилен до вязкого состояния, необходимого для надежного соединения элементов.
Насадки подбираются в зависимости от диаметра используемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.
С учетом высокой стоимости сварочного аппарата и редкости его использования, приобретать его нет необходимости. Лучше взять инструмент в аренду, особенно на несколько дней, чтобы успеть подготовиться к основным работам.
Для качественного реза и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — труборез, так как он обеспечит ровный и аккуратный срез.

Режущим элементом трубореза является лезвие из нержавеющей стали, а для комфортного использования инструмент оснащен прорезиненной ручкой.
Если трубореза нет, можно воспользоваться болгаркой или ножовкой по металлу, но следует учитывать, что после этих инструментов на месте среза останутся заусенцы, которые необходимо удалить с помощью наждачной бумаги.
Кроме основных инструментов для выполнения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Если вы планируете соединять трубы методом холодной сварки, заранее приобретите термоактивный клей на основе полиэфирной или эпоксидной смолы либо его термопластичный аналог на основе каучука.
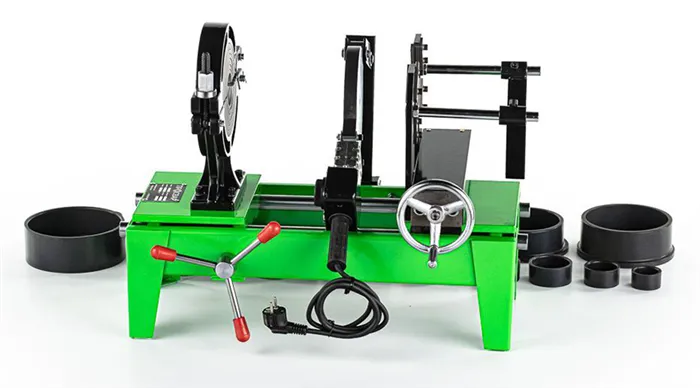
Приспособления для сварки полипропиленовых труб большого диаметра
Для сварки полипропиленовых труб больших диаметров потребуется паяльник с большим зеркалом, достаточно большим, чтобы обеспечить установку нагревательных муфт диаметром 90-110 мм. Такой сварочный аппарат будет весить несколько килограммов, что делает его неудобным для работы в руках. Поэтому для поддержания паяльника существует специальный держатель, который фиксирует аппарат на вертикальной стойке и позволяет регулировать его высоту.
В процессе сварки также предусмотрены центраторы, которые помогают установить элементы в нужной координации.
- основание, которое является опорной частью всей конструкции;
- кронштейн, на котором располагается полипропиленовая труба;
- вкладыши-полумесяцы, позволяющие менять внутренний диаметр зажима;
- болтовой фиксатор, обеспечивающий сжатие полумесяцев в окружность;
- фиксатор для полипропиленового фитинга с упором для муфты;
- дополнительные откидные упоры для повышения устойчивости установки.
Фиксатор для труб остается неподвижным, тогда как фиксатор для фитингов может перемещаться по горизонтальным штангам. Работы управляются через червячную передачу с ручным приводом, что позволяет плавно сводить и разводить элементы, а также поддерживать соосность.
Для стыковки длинных труб большого диаметра предусмотрены дополнительные платформы под концы заготовок, которые имеют горизонтальный ролик, обеспечивающий свободное скольжение трубы при соединении. Высота ролика регулируется с помощью телескопической стойки, что позволяет установить нужный уровень в зависимости от положения основного центратора для сварки.
Также необходимо использовать монтажную пилу для отрезки заготовок нужной длины. Поскольку не существует ножниц с храповым механизмом для труб диаметром 90-110 мм, важно хорошо обработать срезы, чтобы избежать появления заусенцев как внутри, так и снаружи трубы.
Процесс сварки полипропиленовых труб большого диаметра
Теперь мы расскажем о пошаговом процессе сварки полипропиленовых труб большого диаметра с использованием специального оборудования:
- С помощью монтажной пилы отрезается необходимая длина полипропиленовой заготовки.
- Заусенцы удаляются срезом строителем.
- Устанавливается труба в центрирующее устройство.
- При помощи подкладок выбирается нужный диаметр, чтобы обеспечить плотное крепление.
- Если заготовка длиннее 2-8 м, ставятся роликовые опоры.
- Гайки прижимного механизма затягиваются с помощью рожкового ключа.
- В ответное место вставляется фитинг.
- С помощью регулируемых упоров поджимается фитинг для обеспечения плотного соединения.
- Затем к задней подставке прикладываются дополнительные упоры, чтобы предотвратить выскальзывание муфты. Их фиксируют шестигранным ключом.
- После этого труба и фитинг сводятся вместе с помощью червячного механизма для контроля соосности.
- Места соединения обезжириваются спиртом или растворителем для удаления масел, пыли и грязи, которые могут снизить качество шва.
- Паяльник опускается, и торцы труб плотно подводятся к его нагретым муфтам.
- Сварщик постепенно передвигает заготовки на рабочую оснастку, так как толстые стенки труб прогреваются медленно.
- После завершения насаживания паяльник отводится вверх, и элементы соединяются, пока труба полностью не заходит в фитинг, а с наружной стороны не образуется наплыв для герметизации шва.
- После этого нужно подождать, пока пластик остынет.
После завершения сварки фиксирующие элементы ослабляются, и сваренная труба извлекается; процесс повторяется на следующем участке.
Наша компания предлагает высококачественные приспособления для работы с полипропиленовыми трубами диаметром от 40 до 160 мм. Сварочные аппараты, производимые российской компанией ПРОСВАР, выделяются доступной ценой, большим сроком службы и надежностью. Вы сможете осуществлять прочные соединения на трубах большого диаметра и монтировать трубопроводы любой протяженности. Мы также предоставляем обучение по использованию стыковых аппаратов и видеоинструкции об особенностях применения. Чтобы заказать оборудование или задать вопросы по работе с полипропиленом, звоните по номеру 8 (800) 301-11-81.
Выбор инструментов для работы с полипропиленом
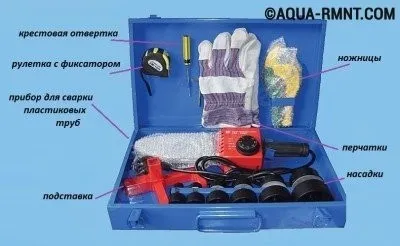
Для работы вам потребуются следующие инструменты:
- труборез;
- торцеватель или фаскосниматель;
- обезжириватель и чистая салфетка;
- сварочный аппарат для труб;
- насадки для сварочного аппарата.
Комплект профессиональных инструментов для работы с полипропиленом стартует от 60 000 рублей. Для сравнения, стоимость оборудования такого же класса для работы с металлопластиковыми трубами начинается с 200 000 рублей. Если не планируете покупать, лучше всего взять инструмент в аренду у Петровича. Мы рекомендуем арендовать его на несколько дней, чтобы успеть потренироваться перед важной задачей.
Труборез
Для качественной сварки необходимо подготовить трубу. Срез должен быть ровным и без заусенцев, а также перпендикулярным к оси трубы. Для этой цели потребуется качественный труборез. Неровный срез может привести к тому, что выступающий участок расплавится и завернется внутрь трубы, уменьшив проходное сечение.
При выборе трубореза важно учитывать диаметр трубы:
- Для труб диаметром до 32 мм подойдет любой труборез, удобный для работы. Более дорогие обычно обеспечивают лучший комфорт и будут служить дольше. Жесткие труборезы дороже, но они обеспечивают более ровный рез.
- Для труб диаметром от 32 мм рекомендуется использовать только роликовый труборез, так как другие конструкции могут не обеспечивать ровное сечение.
Если трубореза нет, можно использовать пилу по металлу с мелкими зубьями, но не стоит применять болгарку — она оставит бахрому, что негативно скажется на качестве соединения.

Артем Иванов
- В подвижных элементах может быть значительный люфт, что требует дополнительных усилий для правильного соединения, но срез остается кривым.
- Качество стали или термообработки роликов может быть низким, в результате чего режущие кромки быстро теряют остроту.
Торцеватель или фаскосниматель
Армированные полипропиленовые трубы бывают с внешним и внутренним армированием. Разница заключается в том, где располагается алюминиевый слой — внутри или снаружи трубы. Чтобы сварить армированные трубы правильно, необходимо обеспечить отсутствие металла в месте сварки, что можно сделать с помощью этих инструментов:
- Для труб с внешним армированием используется фаскосниматель, который представляет собой насадку на трубу с маленькой режущей кромкой внутри.
- Для труб с внутренним армированием потребуется торцеватель, который может быть как ручным, так и в виде насадки на перфоратор.
Обезжириватель и салфетка
При сварке трубы и фитинга важно, чтобы соединения были чистыми. Достаточно протереть их сухими салфетками из спанлекса для удаления загрязнений. Для обезжиривания используйте ацетон, уайт-спирит, изопропиловый спирт или нефтяные растворители.
Артем Иванов
Сварочный аппарат
Качество соединения трубы и фитинга во многом зависит от сварочного аппарата для полипропилена. Вот основные характеристики, которыми должен обладать качественный аппарат:
Свариваем трубу и фитинг
В отличие от подготовительных этапов, сам процесс сварки занимает всего несколько секунд:
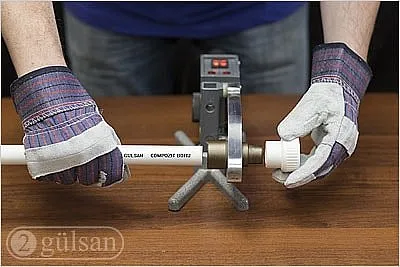
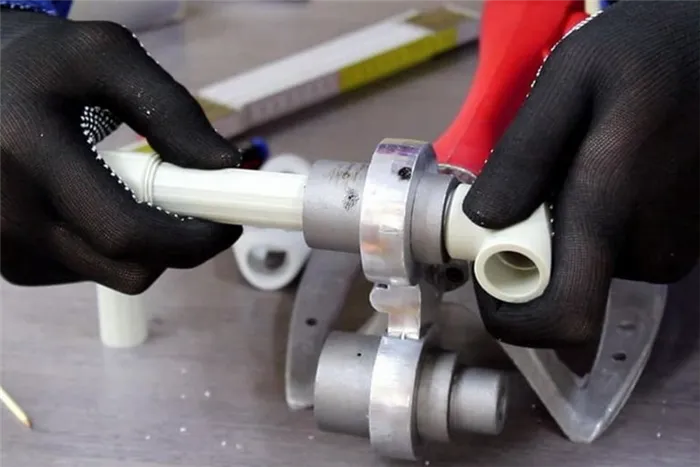
- Одновременно и с усилием вставьте трубу и фитинг в насадки сварочного аппарата.
- Держите их в аппарате около 5 секунд, чтобы материалы прогрелись.
- Быстро извлеките трубу и фитинг из насадок и соедините их на весу.
- Удерживайте соединенные элементы в таком состоянии 6-7 секунд.
- После этого аккуратно положите сваренные трубу и фитинг на пол или верстак, чтобы они остыли.
Несмотря на простоту, процесс сварки имеет ряд нюансов.
Отбракуйте материалы
Важно, чтобы трубы и фитинги вставлялись с усилием в нагретые насадки. Если они слишком легко входят в холодные насадки, это указывает на их недостаточный контакт, что не обеспечит нормальный нагрев — следовательно, крепкого соединения не получится. В таком случае эти элементы следует считать бракованными.

Почему текут фитинги и как устранить течь
Ставьте отметки
Из-за необходимого усилия вставки, существует опасность задвинуть трубу слишком глубоко в насадку. Рекомендуется заранее обозначить границу горячей зоны — расстояние, на которое полипропиленовая труба входит в насадку аппарата и фитинг. Для справки, воспользуйтесь нашей таблицей ниже.
Например, у вас труба диаметром 20 мм, и вам нужно понять, где пометить?
Горячая зона для такой трубы составляет 13 мм (согласно таблице). К этому числу нужно прибавить еще 2 мм для учета наплыва пластика в зоне соприкосновения с фитингом. Итого, отметка должна быть установлена на расстоянии 15 мм от края среза. Именно на эту глубину необходимо вставить трубу в насадку сварочного аппарата.
Размеры горячей зоны трубы
Не перегревайте трубы
Если трубы держать слишком долго в сварочном аппарате, это приведет к ухудшению качеств соединения, так как материал может начать обгорать, образуя оксидный слой, который затрудняет полимеризацию. Оптимальное время для сварки трубы диаметром 20 мм составляет 5 секунд. Чем больше диаметр трубы, тем дольше ее нужно нагревать.
Контрольное время нагрева и время до соединения трубы с фитингом
Не вращайте трубу в фитинге
После соединения трубы и фитинга не вращайте их, так как это нарушит однородность соединения расплавленного материала, который уже начинает застывать. Это может привести к ненадежному соединению.
Собирайте максимум узлов на столе
Соберите на столе все узлы, которые можете, даже для сложных систем разводки, а на стене уже монтируйте соединения между готовыми крупными узлами. Это значительно сэкономит ваше время.
Соблюдайте технику безопасности
Работая, вы можете случайно задеть горячими деталями сварочного аппарата стол или другие поверхности, что может привести к возгоранию. Поэтому работа лучше всего производится не на обычном столе, а на верстаке, что позволяет надежно закрепить сварочный аппарат. В комплекте с некоторыми моделями есть специальные крепления для этого.
Не забудьте использовать защитные перчатки, чтобы оградить руки от ожогов.