На заметку! Низкое давление представляет собой один из методов производства пластмассы, а не характеристику самого материала. Это означает, что помимо полиэтилена низкого давления также существует полиэтилен высокого давления, который выдерживает давления до 16 атмосфер и даже выше. Таким образом, разные методы производства пластмасс могут привести к различным свойствам конечного продукта.
Технология пайки труб из полиэтилена низкого давления (ПНД)
Полиэтиленовые трубы стали неотъемлемой частью нашей повседневной жизни. Без них невозможно представить работу ни одной отрасли промышленности или сектор строительства. Они также нашли обширное применение в быту. Для создания трубопроводных линий различных назначений используется несколько способов соединения труб.
Существует несколько основных типов соединений для полиэтиленовых труб.
Они делятся на несколько категорий:
Первый тип соединения позволяет разбирать уже собранные конструкции. Этот метод предпочтителен в ситуациях, когда нужно разобрать трубопровод после завершения его эксплуатации. Для достижения такого соединения традиционно применяются металлические фланцы. Самым прочным и надежным типом соединения считается неразъемное соединение, которое достигается с помощью пайки или сварки, которая делится на муфтовую и стыковую сварку.
Сварка ПНД труб встык
Процесс сварки проводится с использованием специализированного сварочного оборудования, предназначенного для работы с полиэтиленовыми трубами. Максимальный эффект достигается при сварке труб, изготовленных из ПНД. Данная технология может быть использована как для прокладки открытых трубопроводов, так и для прокладки их методом траншейного зарывания. Для достижения высокой прочности подключения, рекомендуется осуществлять соединение труб с помощью одного шва. Использование нескольких швов может привести к недостаточной прочности соединения.
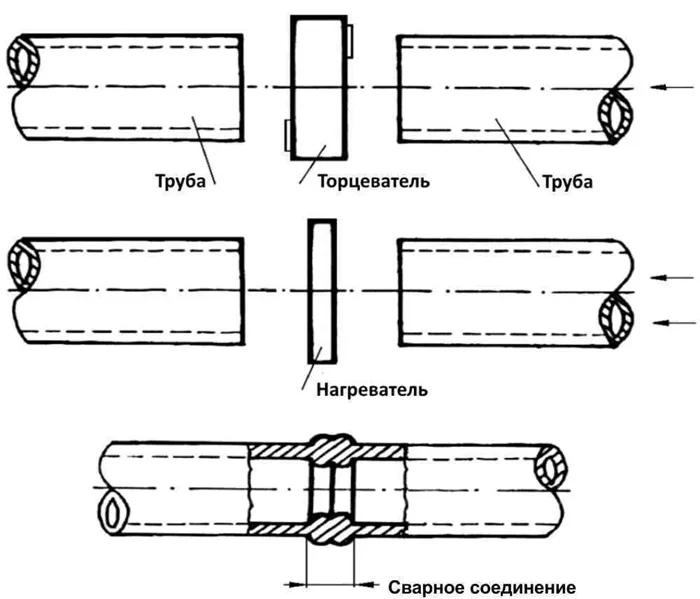
Стыковая сварка труб ПНД
Процесс сварки пластиковых труб с использованием нагретого инструмента осуществляется следующим образом: специализированное сварочное оборудование нагревает концы свариваемых труб до температуры плавления полиэтилена, после чего трубы соединяются под давлением и охлаждаются до достижения необходимой прочности сварного шва.
Преимущества сварки ПНД встык по сравнению с другими способами
Одним из основных преимуществ данной технологии является отсутствие необходимости в дополнительных соединительных элементах (фитингах) — сварке подлежат лишь торцы труб. Прочность сварного шва при этом не уступает прочности самой трубы. Важно отметить, что с увеличением диаметра монтируемого трубопровода экономия на каждом сварном соединении становится более значительной.
Ещё одним весомым преимуществом метода стыковой сварки является возможность его использования при прокладке трубопроводов с применением горизонтально-направленного бурения. Также этот метод подходит для восстановления старых трубопроводов с использованием метода протяжки пластиковых труб: в отличие от муфтовой сварки, наружный диаметр трубопровода не увеличивается при стыковой сварке.
Краткая инструкция по процессу стыковой сварки ПЭ труб
В соответствии с российским стандартом ГОСТ Р 55276 (основанном на европейском стандарте ISO 21307), существует три варианта выполнения стыковой сварки: сварка при единственном низком давлении, сварка при двойном низком давлении и сварка при единственном высоком давлении. Тем не менее, на сегодняшний день (по состоянию на 2020 год) наиболее популярным методом остается сварка при единственном низком давлении, аналогичная традиционным немецким нормам DVS 2207-1.
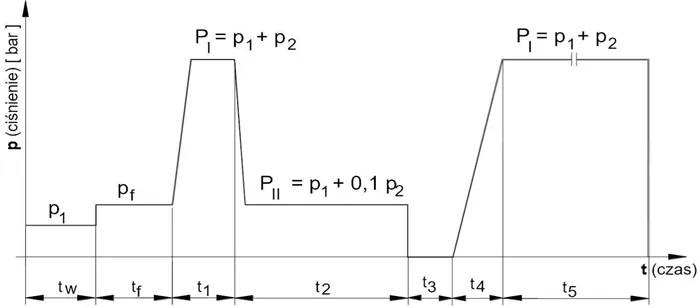
Диаграмма процедуры сварки труб ПНД встык
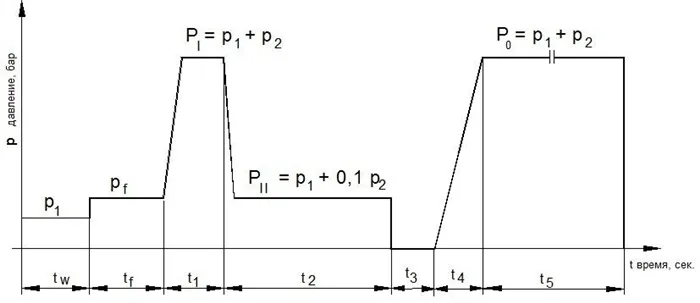
Время t, сек:
tw – подготовка (крепление заготовок, определение давления перемещения и т.д.);
tf – торцовка;
t1 – выравнивание (продолжается до образования валика высотой, соответствующей табличным значениям);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
t5 – охлаждение под давлением РО.
Давление p, бар:
p1 – перемещение;
pf – торцовка;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы*;
Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата предоставляются его производителем. Для каждой модели оборудование будет различаться, поскольку разные аппараты могут создавать различное усилие прижима при одинаковом давлении на манометре.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед закреплением свариваемых элементов в центраторах необходимо тщательно очистить их внутренние и наружные поверхности. Для этого используйте чистую безворсную ткань, удаляя загрязнения из зоны сварки. Не забудьте также очистить поверхности торцевателя и нагревателя. Для обезжиривания поверхности нагревателя удобно использовать специализированные салфетки, пропитанные спиртом.
Однако, если трубы имеют защитную оболочку, необходимо предварительно снять внешний слой, чтобы можно было корректно зафиксировать трубу в центраторе, если иное не предусмотрено производителем.
Фиксация свариваемых элементов
После установки труб в центраторе важно проверить наличие смещения кромок. Если оно присутствует, его следует устранить. Для правильного центрирования труб можно применять роликовые опоры или специальные подставки, что также снизит трение труб о грунт и тем самым уменьшит давление перемещения.

Торцевание труб
Процесс торцевки свариваемых элементов (это срезание стружки с торцов труб с помощью специализированного инструмента) необходим для создания параллельных поверхностей для сварки. Эта процедура должна проводиться до тех пор, пока не образуется непрерывная стружка шириной, соответствующей толщине стенки свариваемых элементов.
Давление прижима должно незначительно превышать давление перемещения — достаточно для обеспечения врезания ножей в трубы. Повышение давления не ускоряет процесс сварки, однако ведет к ускоренному износу оборудования. Торцевку следует выполнять непосредственно перед сваркой, избегая контакта с ними руками.
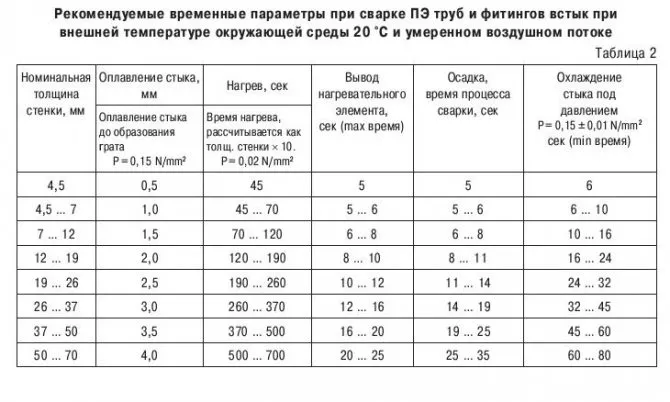
Подбор подходящего режима для эффективной сварки ПНД труб
Эффективность сварочных работ с ПНД трубами определяется правильным выбором режима сварки. Основываясь на толщине стенок полиэтиленовой трубы и её наружном диаметре, необходимо рассчитать время, подходящее для нагрева ТЭНом, необходимое давление для сжатия, а также время остывания. Эти данные обычно можно найти в инструкции к сварочному стыковому аппарату. Работа с электромуфтовыми установками упрощает задачу, так как все параметры сварки можно считывать с этикетки на фитинге — сварщику достаточно лишь поднести сканер для считывания информации или ввести данные вручную.
Эффективность сварки ПНД труб также во многом зависит от правильного подбора материалов. Характеристика, известная как SDR, представляет собой соотношение толщины стенки трубы к её диаметру. Если выбрать трубы с различными значениями SDR, это может привести к совместимости деталей, которая является крайне низкой, или к образованию неустойчивых швов в других случаях.
Подготовка трубы
Успех сварки ПНД напрямую зависит от корректной подготовки трубы, которая включает в себя следующие этапы:
- Торцовка. Эта операция необходима для выравнивания торца трубы и осуществляется с помощью торцевателя с вращающимся ножом. Процесс занимает всего одну минуту, но позволяет свести края без образований щелей, что существенно повышает качество будущего шва. Важно использовать именно торцеватель, а не болгарку, чтобы улучшить эффективность сварочных работ с ПНД труб.
- Зачистка. При выполнении электромуфтовой сварки требуется снять верхний слой с труб с помощью специального скребка, это позволит удалить оксид, который может мешать сварке. Для труб диаметром более 200 мм рекомендуются специальные круговые скребки, которые облегчают процесс, так как не требуют вращения крупной заготовки.
- Обезжиривание. Для удаления следов жира, пыли и мусора используйте спиртовые салфетки. Это обеспечит отсутствие посторонних включений в шве во время плавления полиэтилена.

Подготовка к сварке.
Перед началом сварочных работ необходимо проверить: правильно ли функционируют защитные устройства, не заблокированы ли подвижные части аппарата, а также наличие видимых повреждений и правильность установки всех компонентов.
Важно! Особое внимание следует уделить проводам питания и электрическим элементам устройства, таким как нагревательная плита и торцеватель. Система питания должна быть оснащена соответствующим предохранителем.
Для получения качественного сварного шва следует выполнить следующие действия:
- Если погодные условия не способствуют работе, установите защитную палатку над местом проведения сварочных работ;
- Установите сварочное оборудование и комплектующие в непосредственной близости к месту сварки. Выбирайте как можно более сухое и чистое место. При болотистом грунте рекомендуется поднимать сварочное оборудование на паллеты или доски;
- Подведите к месту работы источник питания на 230В (+5%, -10%), 50Гц от энергосети или от генератора с необходимыми параметрами;
- Установите центратор в зоне сварочных работ и подготовьте зажимы необходимого размера в зависимости от размеров соединяемых труб. Для этого откройте зажимы и, если требуется, установите редукционные кольца. Закрепите зажимы с помощью крепежных винтов;
- Симметрично зафиксируйте элементы, предназначенные для сварки, так, чтобы они выступали минимум на 3 см относительно краев зажимов. Если возникли трудности с установкой соосности, используйте подставки для труб, чтобы отрегулировать высоту их опоры;
- Подключите главный кабель питания к розетке с заземлением, используя исправный трехжильный провод (или удлинитель);
- Проверьте положение выключателя дифференциального тока (он также защищает от перегрузок), он должен находиться в положении “1”, затем включите главный выключатель, установив его в положение “1”;
- Запрещается использовать двухжильный провод питания. Необходимо строго применять трехжильный удлинитель.
Процесс сварки.
Процесс стыковой сварки труб ПНД можно подразделить на три основных этапа:
- Подготовительные операции;
- Сварка;
- Заключительные операции.
Подготовительные операции
Установка начального давления (давления перемещения) p1.
Необходимо правильно отрегулировать (установить необходимый режим работы) и измерить минимальное значение давления перемещения. Это нужно для преодоления внутреннего сопротивления устройства, связанного с трением ведущих и цилиндров, а также внешнего сопротивления, возникающего при перемещении труб. Измерение начального давления p1 следует выполнить следующим образом:
- Убедитесь, что спускной клапан закрыт;
- Установите серводвигатели крепежного блока в центральное положение;
- Отвинтите клапан DBD до тех пор, пока рабочее давление не станет меньше давления перемещения;
- Держите рычаг прижима (при этом сервоприводы не должны двигаться). Затем постепенно завинчивайте клапан DBD до тех пор, пока система управления не позволит перемещать трубы в обоих направлениях;
- Прижмите трубы друг к другу и в момент контакта зафиксируйте на манометре величину давления. Это значение необходимо запомнить как p1, так как оно потребуется для дальнейшего процесса.
Важно! Обратите особое внимание на провода питания и электрические элементы аппарата, таких как нагревательная плита и торцеватель. Система питания обязательно должна быть оснащена соответствующим предохранителем!
Установка давления торцевания pf.
Давление, создаваемое на фрезеровочном диске, должно быть таким, чтобы запускался процесс торцевания, но так, чтобы не произошло отключение двигателя торцевателя, поскольку это может привести к его повреждению. Давление, необходимое для торцевания, рассчитывается по следующей формуле:
где p1 — начальное давление, p2 — табличное давление для свариваемой трубы.
Торцевание торцов соединяемых труб.
Сначала извлеките торцеватель из инструмента с подставкой. Затем установите его на центратор, фиксация может осуществляться с помощью защелкивающего устройства для предотвращения выпадения. Приблизьте концы труб к фрезерному диску и создайте давление, необходимое для начала торцевания, чтобы осуществлялась стружечная обработка обоих элементов. Обработка должна проводиться до получения непрерывной стружки, максимальная толщина которой составляет 0.2−0.3 мм. После того как концы будут отодвинуты от фрезерного диска и торцеватель выключен, снимите фиксацию. Затем извлеките торцеватель и уберите его обратно в инструментальную подставку. В случае остановки двигателя необходимо отодвинуть концы труб от дисков и выключить двигатель. Затем следует уменьшить давление прижима. Торцевая поверхность, а также внешняя и внутренние поверхности труб должны быть очищены от остатков стружки чистой сухой тряпкой. Остатки стружки, попавшие внутрь, следует удалить с помощью щипцов.
Проверка правильности подготовки поверхности.
Приблизьте подготовленные таким образом поверхности друг к другу. После этого проверьте параллельность торцов, она не должна отклоняться более чем на 0.3 мм. В противном случае необходимо повторить процесс торцевания. Также проверьте соосность торцов обоих свариваемых элементов, отклонение не должно превышать 10% от толщины стенки (0.1e). При необходимости, один из элементов нужно повернуть вокруг оси так, чтобы соблюсти требования. Затем произведите установку торцов с помощью передвижных роликов.
Видео описание
Один из способов соединения полиэтиленовых труб с помощью специального паяльника, предназначенного для пайки полипропилена, можно увидеть в данном видеоматериале:

Коротко о главном
Сварка полиэтилена при соединении отдельных элементов трубопроводов может быть выполнена с использованием паяльника для полипропилена. Однако данный способ преимущественно применяется для труб небольшого диаметра и часто применяется на участках с низкими требованиями к сроку службы.
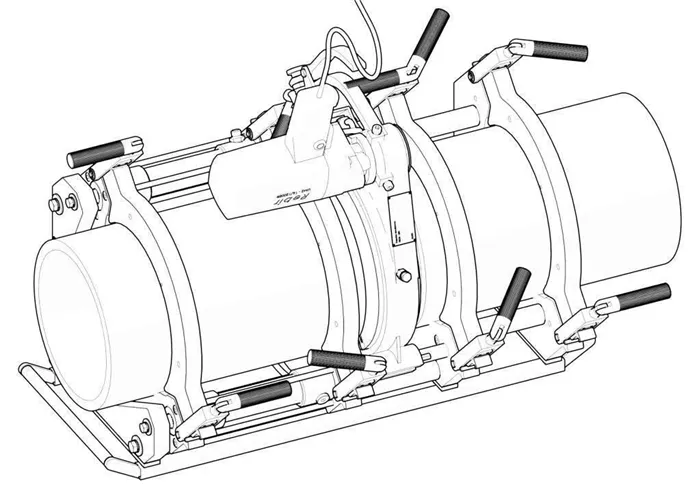
Для более качественной сварки используется специальное оборудование, позволяющее осуществлять стыковку труб встык. В этом случае трубы размещаются в центраторе, выравниваются, фиксируются, нагреваются и соединяются под давлением.
Еще более высокотехнологичным методом является применение электромуфт, которые имеют встроенные нагревательные элементы, расплавляющие полиэтилен сразу после подключения к оборудованию.
Независимо от выбранного метода, все соединяемые элементы трубопровода должны быть предварительно очищены от загрязнений. При необходимости торцы труб обрезаются строго перпендикулярно к продольной оси, что существенно влияет на качество соединения.