Подставив значение переменной z в формулу n = N/z, можно вывести формулу, предназначенную для определения количества оборотов рукоятки при заданных углах поворота заготовки, используя метод простого деления, то есть n = α/9. Эта формула помогает установить взаимосвязь между необходимыми параметрами для выполнения точных механических операций.
Способы Деления Универсальной Делительной Головкой
Существует три основных метода деления заготовок с использованием делительной головки: непосредственный, простой и дифференциальный.
Метод непосредственного деления применяется в случаях, требующих высокой точности при отсчете угла поворота заготовки. Деление производят путем поворота шпинделя делительной головки вместе с фронтальным делительным диском. Угол поворота отсчитывается по заранее подготовленным отверстиям на обратной стороне диска по отношению к фиксатору или через градусную шкалу. Поскольку фронтальный делительный диск имеет 24 отверстия, это позволяет разделить заготовку на 2, 3, 4, 6, 8, 12 или 24 части. При использовании градусной шкалы точность отсчета по лимбу выше (до 5), так как цена деления нониуса соответствует пяти минутам дуги.
При делении заготовки на z частей угол поворота шпинделя α вычисляется по формуле α = 360/z, где z – это заданное количество делений на которое необходимо разделить заготовку.
Каждый раз, когда шпиндель головки поворачивается, необходимо прибавить к предыдущему значению угол α, чтобы удостовериться в точности отделки.
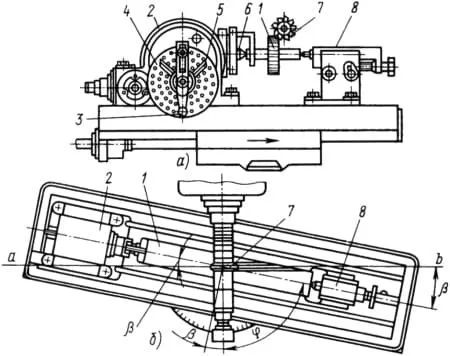
Перед тем как начать деление с помощью рукоятки 16 (смотрите рис. 1, б Универсальные фрезерные делительные головки), необходимо отключить червяк от зацепления с червячным колесом, освободить фиксатор из отверстия лобового делительного диска и вручную повернуть шпиндель с заготовкой на нужное количество делений или заданный угол.
Если чертеж указывает центральный угол между осями обрабатываемых канавок, тогда угол поворота шпинделя будет соответствовать этому углу. В случае, когда задан угол между гранями обрабатываемых поверхностей, угол поворота шпинделя после обработки первой поверхности определяют по специальной формуле:
где β – угол между гранями.
Способ непосредственного деления
Метод непосредственного деления возможен, когда на шпинделе установлен делительный диск с 30 равномерно расположенными отверстиями, что позволяет производить деление окружности на 2, 3, 4, 5, 6, 15 и 30 частей. При создании специализированного делительного диска может производиться и деление на неравные части.
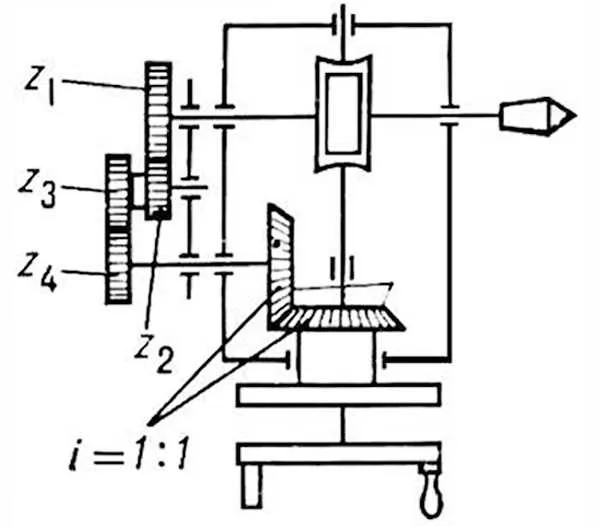
Суть данного метода деления универсальной делительной головки заключается в том, что поворот шпинделя с закрепленной заготовкой осуществляется путем поворота рукоятки, связанной через червячную передачу с фиксатором относительно отверстий неподвижного бокового делительного диска. Так как передаточное отношение зубчатых колес, связывающих вал приводной планки рукоятки с фиксатором и однозаходным червяком, равно единице, а червячное колесо, неподвижно установлено на шпинделе, содержит 40 зубьев, то при одном полном обороте рукоятки червячное колесо переместится на один зуб или на 1/40 оборота. Таким образом, для того чтобы шпиндель совершил полный оборот, рукоятка должна быть повернута сорок раз.
Количество оборотов рукоятки, необходимых для одного оборота шпинделя делительной головки, называется характеристикой делительной головки.
Все делительные головки, произведенные в стране, имеют характеристику, равную 40.
При использовании простого метода деления количество оборотов рукоятки, выбор ряда отверстий на боковом делительном диске и количество делений между ними определяются по формуле n = N/z, где n – число оборотов рукоятки относительно бокового делительного диска; N – характеристика делительной головки; z – количество делений, на которые необходимо разделить заготовку.
Пример № 1 простого деления. На цилиндрической заготовке необходимо обрабатывать три равномерно расположенных канавки. Определим количество оборотов рукоятки для поворота заготовки при обработке каждой канавки.
Решение: n = N/z = 40/3 = 13*⅓.
Для того чтобы повернуть заготовку на 1/3 части окружности, необходимо повернуть рукоятку относительно бокового делительного диска на 13 полных оборотов и дополнительно на 1/3 оборота. Для этого следует выбрать ряд отверстий на боковом делительном диске, который кратен трем. Умножим числитель и знаменатель дроби на такое число, чтобы в знаменателе получилось число, соответствующее количеству отверстий в одном из рядов на делительном диске, например, на 10. После умножения получится n = 13*⅓ = 13*(10/30).
Таким образом, после обработки каждой канавки рукоятку следует повернуть на 13 полных оборотов и 10 промежутков между отверстиями по окружности с количеством отверстий 30.
Для удобства отсчета используется раздвижной сектор. Линейки сектора устанавливаются так, чтобы между ними было число делений по выбранной окружности, найденное по вышеприведенной формуле.
При установке сектора в рабочее положение необходимо ввести стержень фиксатора в одно из отверстий выбранной окружности бокового делительного диска, например, в отверстие A (смотрите рис. 1, в Универсальные фрезерные делительные головки). Освободить винт 18, который соединяет линейки сектора 14, сблизить одну из линеек с фиксатором, чтобы определить число делений по выбранной окружности, и затем подвести к последнему отверстию Б и зафиксировать их снова с помощью винта.
После обработки поверхности детали в данном положении фиксатора необходимо повернуть рукоятку по часовой стрелке на расчетное количество оборотов, ввести фиксатор в отверстие Б и повернуть линейки сектора в том же направлении до соприкосновения скоса линейки с фиксатором. (Сектор в новом положении обозначен пунктиром).
Методы деления
Наиболее часто с помощью универсальных делительных головок применяются два метода деления: простое и дифференциальное. В простом делении отсчет производится по неподвижному делительному диску. Поворот детали осуществляется через рукоятку, связанной через червячную передачу со шпинделем головки.
В дифференциальном делении шпиндель поворачивается как с помощью рукоятки (аналогично простому методу), так и за счет принудительного поворота самого делительного диска от шпинделя (через систему шестеренок).
Таблица 1. Настройка делительных головок по методу простого деления
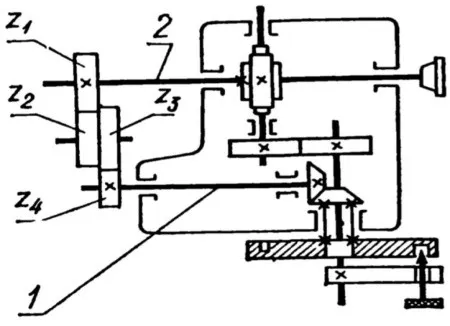
Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Использование универсальных делительных головок предоставляет ряд значительных преимуществ. Основные из них включают:
значительное расширение спектра технологических операций, доступных для фрезерного станка;
возможность обработки заготовок различных размеров;
способность осуществлять обработки поверхностей в любом положении относительно вертикали.
Универсальные делительные головки просты в установке и эксплуатации. Их стоимость достаточно доступна, что позволяет применять их даже в единичном производстве и в частных целях.
Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяются следующие разновидности
- • упрощенные – не содержащие промежуточных механизмов;
- • универсальные – с дополнительными колесами, которые ориентированы на решение широкого круга задач;
- • оптические – оснащенные для обеспечения большей точности позиционирования в специализированных случаях.
Как правило, наиболее распространенным вариантом в практике является второй, поскольку он подходит под большинство обстоятельств. По сравнению со стоимостью этот тип является средним и, как правило, быстрее всего окупается, особенно в свете частой эксплуатации. Выбор этого варианта выглядит весьма обоснованным.
Виды деления
- • Непосредственное – осуществляется без привлечения каких-либо вспомогательных механизмов, напрямую.
- • Простое – включает нарезание с использованием неподвижного диска, что делает его одним из наиболее популярных методов (благодаря скорости исполнения и отсутствию негативных факторов).
- • Дифференциальное – осуществляется при наличии дополнительного оборудования в виде комплектующих зубчатых колес.
- • Комбинированное – одно устройство последовательно реализует несколько способов деления.
- • Непрерывное – предполагает наличие двух устройств, оптического и универсального, которые кинематически связаны со шпинделем и винтом оборудования, поддерживающего продольную подачу.
Основная цель нижеприведенной схемы – наглядно демонстрировать принцип выполнения механических операций.
Кроме того, для понимания, представлен алгоритм нарезки винтовых канавок:
Преимущества использования УДГ
Применение универсальных делительных головок позволяет достигать ряда существенно положительных решений. Ключевые из них включают:
- Значительное расширение спектра важных технологических операций для фрезерного станка.
- Возможность обработки заготовок различных размеров.
- Обработка поверхностей в разных угловых положениях относительно вертикали.
- Изделия просты в эксплуатации и монтажных работах.
- Материалы, связанные с покупкой дополнительного оборудования, остаются в доступных пределах.
Выбор универсальных делительных головок
Для начала необходимо определиться с типом головки. Чаще всего предпочтение отдается универсальным делительным головкам. Они различаются между собой по максимальным значениям, которые могут обрабатывать заготовки. Например, в России выпускаются такие типы, как УДГ-Д-160, УДГ-Д-400 и так далее (для диаметров заготовок 400, 320, 250, 200 и 160 мм).
Все упомянутые приспособления унифицированы по стандартам качества и различаются, главным образом, высотой и рабочими параметрами. Существуют специальные таблицы, помогающие проводить точные расчеты для дифференциального и простого деления. Рекомендуется при выборе модели учитывать рабочий диаметр с учетом размеров обрабатываемых деталей. Имеет смысл, если вы работаете с небольшими заготовками, приглядеться к головке аналогичного типоразмера.
Обзор методов деления
Для осуществления углового смещения заготовок можно применять различные методы. Вот основные из них:
- Непосредственное деление. Производится визуально, с использованием оптического прибора. В данном варианте промежуточные механизмы не используются.
- Простое деление. При выполнении работ применяется неподвижный диск УДГ. Этот метод на сегодняшний день очень востребован.
- Комбинированное деление.
- Дифференциальное. Здесь используются универсальные делительные головки в комплекте с заменяемыми зубчатыми колесами.
- Непрерывное. В этом процессе применяются оптические и универсальные головки с кинематиеской связью шпинделя, а также с винтом продольной станочной подачи.
Настройка и применение
Перед тем как использовать делительную головку, ее необходимо правильно выбрать. Мастеру стоит иметь в виду несколько ключевых факторов.
- Параметры изделия и элементы, благодаря которым она крепится к станине.
- Направление использования инструмента:
- для штучного ремонта и реставрации – универсальный вариант;
- для высокоточных работ – оптический;
- для массового производства – упрощенный вид головки.
- Соотношение стоимости и качества, а также ожидаемая окупаемость.
- Репутация и востребованность бренда.
Переходы, выполняемые делительными головками на фрезерном станке, зависят от типа приспособления, а также от характеристик, устанавливаемых в соответствии с делением шкалы. Настройка устройства включает в себя определение объемов сектора окружности.
Исходными данными служат диаметр окружности и количество секторов, на которые она делится.
Этапы настройки головки фрезерного станка:
- Координирование 360 градусов диаметра окружности с нужным числом делений на сектора;
- Вычисление синуса угла, полученного в процессе расчетов;
- Поворот диска приспособления на требуемый угол;
- Фиксация узлового корпуса при помощи рукоятки или зажимного механизма, а также установка рабочего инструмента.
Определить необходимый угол деления можно с помощью формулы, приведенной в инструкции производителя. После этого заготовка должна быть закреплена на станочной оправе с осуществлением продольной подачи рабочего стола. Таким образом, происходит выполнение нужной операции. Шаг подачи зависит от характера обработки. При формировании зуба он будет равен расстоянию между впадинами смежных зубьев.
Чтобы повысить производительность, рекомендуется осуществить ускоренный возврат стола и заготовки на исходную позицию по окончании каждого рабочего цикла. Фиксация происходит относительно выбранного отверстия на измерительном диске с помощью пружин. Благодаря использованию различных типов делительных головок, мастера могут выполнять обработку деталей, задействуя только один станок; в противном случае понадобилось бы использование нескольких агрегатов. Делительные головки могут быть дополнены сменными ножками или пластинками.
Дополнительно используемые делительные головки способны повысить точность и производительность оборудования для фрезеровки. Их применяют как для горизонтальной, так и вертикальной обработки, а также при работе под заданными углами, что избавляет мастера от необходимости переустановки заготовок.
Правильный выбор этого приспособления и его корректная установка обеспечивают высокое качество работы фрезерного станка.
Более подробно о делительных головках для фрезерных станков можно узнать из видео, размещенного ниже.







