Когда трубогиб собран в соответствии с планом, можно сделать пробный изгиб, чтобы отрегулировать работу всех его компонентов, и только потом использовать его по назначению.
Как сделать профилегиб своими руками
Если вы создаете сад или готовитесь к садово-огородному сезону, вам понадобятся секционные трубогибы. Они необходимы при строительстве теплицы, беседки или сарая. Покупать уже изогнутые арки дорого — цена в два раза выше, чем такой же плоский кусок. Выход — сделать своими руками, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать изгиб трубы для профильной трубы. Вам понадобятся швеллеры или уголки, ролики и еще несколько деталей. Из инструментов — шлифовальный станок с дисковой фрезой по металлу, сварочный аппарат, линейка.
Станок для гибки профильной трубы конструктивно отличается от обычного станка. Это связано, с одной стороны, с большей устойчивостью профиля к изгибающим нагрузкам, а с другой — с тем, что обычно требуется радиус гиба. По этой причине устанавливаются три ролика. Два из них установлены постоянно, а один остается подвижным. Подвижный цилиндр используется для изменения радиуса кривизны. В целом, существует два типа трубогибов для профильных труб: с центральным подвижным цилиндром и с концевым цилиндром (правым или левым — по желанию).

Устройство трубогиба со средним подвижным роликом
Два концевых цилиндра жестко соединены с корпусом. Они подняты над уровнем пола. Для среднего цилиндра приваривается специальная U-образная рама, с длинным зажимным винтом большого диаметра в середине верхней части. К нижнему концу этого винта крепится третий цилиндр (может быть приварен). Поворотом этого винта цилиндр опускается и поднимается, тем самым изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается катушка, с помощью которой труба закатывается в станок. Для того чтобы при прокатке прилагалось меньшее усилие, два неподвижных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (велосипедные) и присоединяется цепь. Такой простой механизм значительно облегчает гибку профильных труб.
С крайним подвижным валиком
В этой конструкции правый или левый ролик сделан подвижным. Он перемещается вместе с базовой частью. Эта часть соединена с остальной частью рамы прочными металлическими шарнирами.
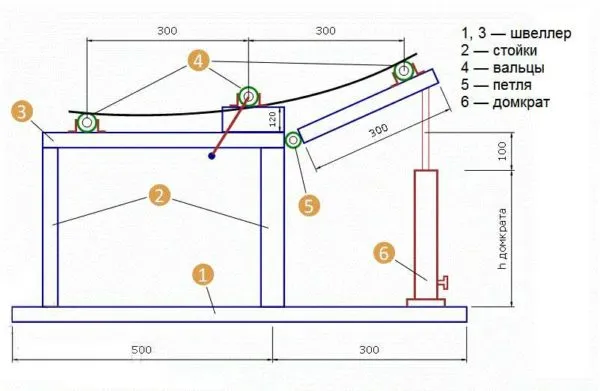
Высоту можно изменить с помощью домкрата, как показано на рисунке. Высота платформы выбирается в зависимости от высоты домкрата. Радиус гибки изменяется путем поднятия подвижной части стола.

В отличие от предыдущей конструкции, этот трубогибочный станок для секционных труб приводится в движение центральным цилиндром, к которому приварена рукоятка. Для уменьшения требуемой мощности к двум неподвижным роликам может быть также приварено зубчатое колесо, а крутящий момент передается через цепь.
Какие нужны материалы и нюансы конструкций
Основание трубогиба состоит из швеллера или двух сваренных уголков. Фланцы должны быть толщиной не менее 3 мм, а ширина основания и ширина швеллера должны соответствовать существующим фитингам. Как правило, пол должен быть твердым и устойчивым.
По краям платформы можно сделать несколько отверстий. С их помощью можно прикрепить ее к тяжелому основанию с помощью саморезов большого диаметра. Крепление необходимо, так как гибка труб с толстыми стенками требует больших усилий, а работать удобнее, когда станок стоит прочно.

Несколько слов о роликах. Они должны быть изготовлены из хорошего качества, предпочтительно из закаленной стали. Ролики и валы, которые их скрепляют, несут большую часть нагрузки.
Форма колес также важна. Они должны быть не гладкими, а иметь на концах ролики, которые не заставляют трубу «бежать» при качении. Только при таких условиях изгиб профиля трубы будет прямым и не закрученным. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется — нужно сделать их съемными и придумать надежный способ крепления. Второй вариант — сделать цилиндры сложной формы, как на фото. Для труб разного размера придется пройти несколько этапов.
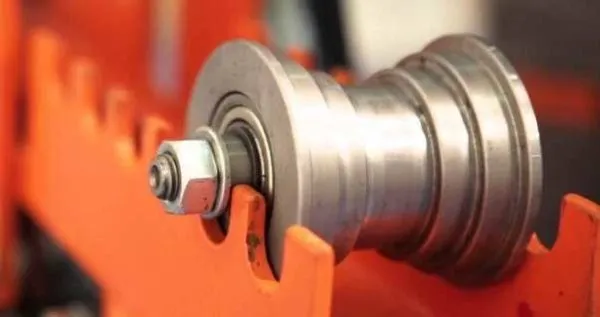
На той же фотографии видно, что верхняя часть ложа не прямая, а имеет углубления. С помощью этих зубцов цилиндры можно располагать на разных расстояниях, таким образом, можно регулировать и радиус гибки.
Как правило, станки для гибки профильных труб собираются из того, что есть в наличии или что можно найти/купить недорого. Те, кто может себе это позволить, используют ролики и вставные подшипники. Те, кто не может себе этого позволить, используют то, что есть — вплоть до втулок велосипедных колес. В общем, нужно учитывать конструкцию и
Для чего необходим профилегиб?
Сделать профильный легиб своими руками не так уж сложно, а пользоваться им еще проще. Как следует из названия, необходимо придать металлическим профилям различного сечения изогнутую форму. При этом могут быть выполнены следующие технологические операции
- сгибание заготовок с цельным профилем квадратного или прямоугольного сечения;
- гибка различных видов сортового проката (швеллеры, двутавры, уголки);
- придание изогнутой формы трубам, изготовленным из различных металлов;
- выполнение гибки металлических прутков различного сечения.
Улучшенная гибка профиля с помощью гидроцилиндра
Профилегибочные станки сконструированы таким образом, что их рабочие органы — ролики — могут воздействовать только на часть заготовки и оказывать давление по всей ее длине. Благодаря особенностям своего устройства профилегибочные станки эффективно выполняют гибку металлических профилей без предварительного нагрева и позволяют получать контуры с различными углами изгиба — до 360°.
Профилегиб позволяет изготавливать металлические контуры с разными или одинаковыми углами изгиба, симметрично или асимметрично. Сгибание куска металла в горизонтальной или вертикальной плоскости с помощью такого устройства может быть выполнено за один проход через ролики.
Профилегибочный станок позволяет производить гнутые металлические изделия следующих конфигураций:
- замкнутые и открытые;
- спиралевидные, выполненные из металлических профилей или труб;
- окружности различного диаметра.
Как электрические, так и ручные профилегибы активно используются для производства деталей и оборудования для энергетической, нефтеперерабатывающей, химической, мебельной, строительной и многих других отраслей промышленности. Они также широко применяются в небольших частных мастерских.
Виды профилегибочных станков
Гибочные станки делятся на три основные категории.
Они являются наиболее мощными гибочными станками и в основном используются для оснащения промышленных предприятий. Гидравлический профилегибочный станок относится к категории стационарного оборудования, с помощью которого производственные предприятия могут эффективно и быстро осуществлять гибку профилей любого сечения в любом количестве штук. Гидравлический гибочный станок обладает такими неоспоримыми преимуществами, как простота управления и отсутствие необходимости применения физической силы в процессе гибки. Единственным недостатком этих гибочных станков является то, что они требуют подключения к электрической сети.

Гидравлический профилегибочный станок — HPK 65
Хотя этот станок меньше, чем гидравлический гибочный станок, он также относится к категории стационарных станков. Использование электрических гибочных станков позволяет сгибать контуры точно в соответствии с чертежом и обеспечивать прочность на изгиб конечного изделия. Электрогибочные станки используются для оснащения небольших предприятий и мастерских (т.е. там, где нет необходимости гнуть профили большого сечения). Существуют также электромеханические устройства, которые работают в полуавтоматическом режиме под управлением оператора.

Самодельный профилегибочный станок с электродвигателем
Это устройство для гибки металлических профилей характеризуется небольшими размерами, простотой использования и низкой ценой. Именно ручной профилегибочный станок чаще всего можно встретить в частных мастерских или гаражах, где он используется при необходимости изготовить гнутый профиль из металлических профилей или труб с небольшим сечением. Следует иметь в виду, что при использовании такого профилегибочного станка практически невозможно контролировать изгиб, а тем более сделать его таким, чтобы он соответствовал проекту. Кроме того, для сгибания профиля или трубы на ручном профилегибочном станке требуется значительное усилие. Однако все эти недостатки с лихвой компенсируются доступной стоимостью ручного профилегиба, особенно по сравнению с гидравлическими или электрическими станками.

Ручной профилегибочный станок PG-4
Принцип работы
Все очень просто:
- Фиксируем трубогиб в тисках;
- Поворачиваем рычаг до упора против часовой стрелки;
- Вставляем профиль, заранее наметив место изгиба;
- Придерживая трубу поворачиваем рычаг по часовой стрелке на нужный нам угол;
- Вынимаем гнутый профиль из устройства; при необходимости можно повторить процедуру, чтобы добиться нужного угла изгиба.

Чтобы согнуть профиль, нужно приложить значительное усилие к рычагу. В моем случае угол задается на глаз, хотя есть условный ограничитель в виде стойки на стене. Когда рычаг находится против нее, угол изгиба профильной трубы составляет около 90 градусов. При необходимости можно сделать что-то вроде градусной шкалы.

Вывод
Качество сгибания профиля меня полностью устраивает. Есть только небольшие царапины в местах соприкосновения трубки с углом, но это несущественно. Я пробовал использовать круглую трубу вместо уголка — это оставило вмятины.
По деньгам этот профилегиб стоит меньше 300 рублей, из них 100 — шкив для поворота шкива. Неплохая экономия, ведь при покупке аналогичного трубогиба пришлось бы потратить не менее нескольких тысяч рублей.
Рекомендации основанные на собственной практике
- Чтобы загнуть партию труб с минимальной погрешностью, целесообразно использовать риску -отметку как приблизительный визуальный ориентир и дополнительно подсчитывать количество поворотов (качков) домкрата и количество протяжек трубы в каждую сторону. Точность вырастает в разы!
- Выполняйте гибку с малым углом и в несколько проходов. Иначе трубогиб заминает железо. Да и физически крутить очень тяжело.
- Погрешности радиусов полученные при гибке можно устранить при сборке самой теплицы. На этапе монтажа поперечных ребер жесткости помощник берет рычаг и поджимает дугу. Вы прихватываете на сварку.
- Не увлекайтесь и не перегибайте! Разгибать трубу с которой перестарались — занятие очень неблагодарное. Лучше не полениться и лишний раз свериться с шаблоном или отметкой.
- Очень упрощает работу периодическое впрыскивание смазки, в нашем случае использовалась обычная силиконовая, а когда баллон закончился, то WD-40.
Как видите, без специальных знаний, сложного оборудования и за короткое время можно собрать в домашних условиях бюджетный трубогиб для сгибания труб с достаточной точностью для строительства зданий в домашних условиях.
С помощью этого устройства было согнуто 6 метров профтрубы 40х25 в количестве 7 штук. Результат частично виден на фотографии:
По времени работа одного человека занимала около половины дня, так как поворот рукоятки требовал физических усилий.
Для уменьшения усилия гибки в промышленных условиях трубу нагревают высокочастотным ТВЧ или создают гидростатическое давление внутри детали.
В нашем случае все проще. Мы используем смазку и гнем.
Если у вас остались вопросы, вы можете написать нам в социальной сети или по электронной почте, которую вы найдете на странице «О компании».
В следующем видеоролике показано устройство, работающее по аналогичному принципу.
Ещё одна конструкция заслуживающая внимания
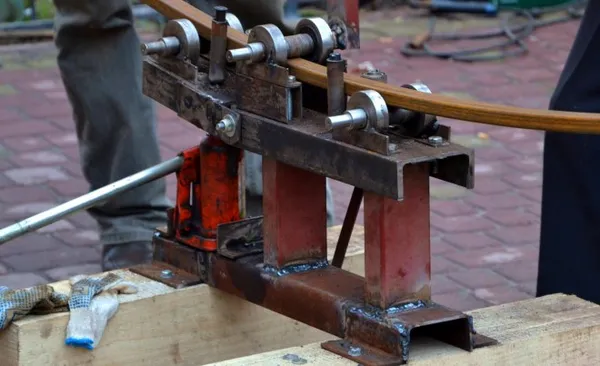
Если вы изучали тему гибочных инструментов, то наверняка уже видели этот механизм. Здесь трубка деформируется под действием силы, создаваемой прижимным цилиндром.
Более дешевая промышленная версия, которую вы можете купить в магазине DIY, построена по этому принципу.
Среди самодельных машин, построенных по этому принципу, есть также варианты с цепным приводом, где вращательное движение передается на валы всех цилиндров. Важным преимуществом является то, что к любому валу можно присоединить электродрель и тянуть трубу без применения физической силы.
Посмотрите, как людям удается согнуть две трубы за один проход!







