Они работают от напряжения 380 В и оснащены системой жидкостного охлаждения. Эти аппараты гарантируют максимальную производительность при сварке с высоким качеством швов. Они просты в эксплуатации и отвечают последнему слову техники.
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий, без преувеличения, является одним из наиболее часто используемых человеком металлов. Однако из-за его особых химических свойств сваривать его гораздо сложнее, чем сталь, особенно если вы не являетесь опытным сварщиком. Однако существует очень простой способ — полуавтоматическая сварка алюминия (MIG/MAG), при которой сопротивление более тонкого оксида металла легко преодолевается, и в результате получается идеальное соединение. Узнайте больше об этом процессе в нашей статье.
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) выполняется сварочной проволокой (некоторые сварщики называют ее плавящимся электродом) для алюминия и сплавов в газовой среде или самозащитной проволокой. В этом процессе используется инертный газ, обычно аргон, для защиты алюминия от окисления. Присадочная проволока подается автоматически, а сварщик перемещает горелку вручную.
Полуавтоматическая сварка алюминия без защитного газа не рекомендуется и, как в данном случае, встречается гораздо реже:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственная веская причина, по которой этот метод сварки все еще используется, — его очевидная дешевизна. Именно поэтому полуавтоматическая сварка алюминия без аргона широко используется мастерами, которые экономят на качестве шва.
В отличие от стали, алюминий обладает гораздо более высокой теплопроводностью, поэтому в процессе обработки скорость подачи проволоки увеличивается, а поверхность свариваемых массивных деталей приходится дополнительно нагревать.
Полуавтоматическая сварка алюминия чаще всего используется для сварочных работ в промышленных масштабах, в том числе в аэрокосмической промышленности и судостроении. В этом случае используется гораздо большее количество сварных швов:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
В совокупности эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Существует лишь несколько существенных различий:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой процесс очень широко используется в производственных и бытовых условиях и поэтому заслуживает более подробного описания, которое вы можете прочитать здесь.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и импульсной функцией. Последняя дает больший эффект, поскольку сильный импульс сразу же пробивает оксидный слой на поверхности свариваемого изделия. Каждая капля расплавленного алюминия с проволоки прижимается к поверхности высоковольтным импульсом. В результате значительно улучшается качество сварки и заметно снижается количество брызг металла.
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность при сварке алюминиевых деталей заключается в том, что на поверхности этого металла всегда имеется тугоплавкий оксидный слой, который необходимо удалить. Если пренебречь этим требованием, то сварка алюминия становится очень сложной, а получаемое соединение — очень низкого качества.
Сварка алюминия полуавтоматом или другим устройством осложняется еще и тем, что этот металл обладает очень высокой теплопроводностью и низкой температурой плавления. По этой причине алюминиевые детали часто горят и деформируются во время сварки.

Шлифование алюминиевых деталей угловой шлифовальной машиной
При подготовке алюминиевых деталей и сплавов на основе этого металла к сварке необходимо одновременно решить две проблемы: удалить с поверхности тугоплавкого слоя оксид металла и исключить возможность деформации соединяемых деталей в процессе сварки.
Слой удаляется путем механической очистки соединения металлическими щетками, напильниками и шлифовальными машинками или специальными флюсами. Для предотвращения деформации соединяемых деталей в процессе сварки их необходимо предварительно нагреть в печи или газовой горелкой.
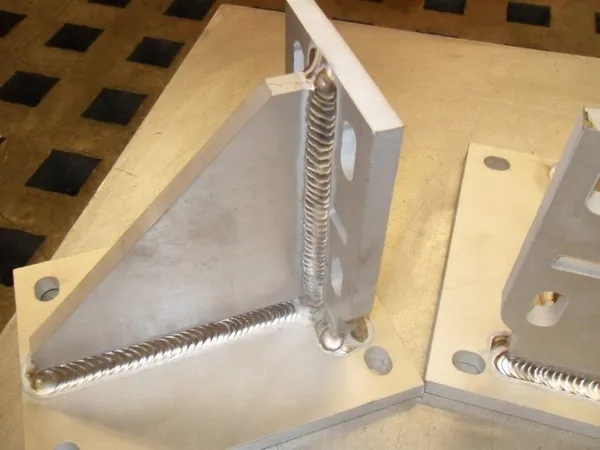
Высококачественное сварное соединение алюминия
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может производиться любым оборудованием, но наилучшие результаты достигаются при использовании аппаратов импульсной сварки. Инверторные (TIG) аппараты, которые сваривают высокочастотным переменным током, также обеспечивают качественный шов, но процесс при использовании этих аппаратов происходит в три раза медленнее, чем при использовании импульсных аппаратов. Однако для мастеров, которые хотят сваривать алюминиевые детали вручную, аппараты TIG являются лучшим выбором.
При полуавтоматической сварке алюминия используется защитный газ, а именно аргон или смесь аргона и гелия (если свариваются детали большого сечения). В некоторых случаях полуавтоматическая сварка металла может осуществляться без газа, но тогда необходимо использовать специальную проволоку с флюсовым сердечником, пары которого образуют защитную среду, или проводить процесс под слоем флюса.
Полуавтомат для сварки алюминия должен отвечать определенным требованиям, которые учитывают как характеристики свариваемых деталей, так и характеристики присадочных металлов, используемых для выполнения соединения. К этим требованиям относятся следующие
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.
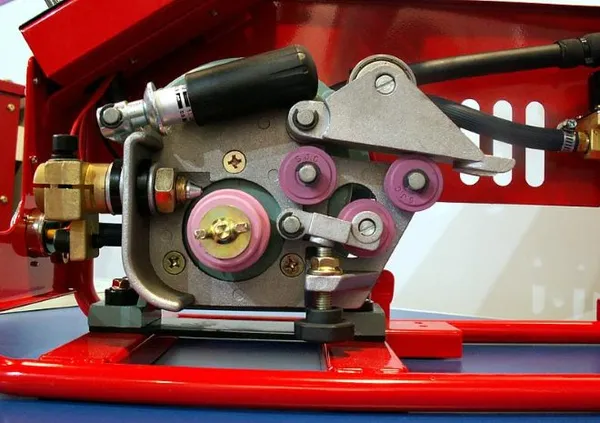
Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки.
Если вы часто свариваете алюминиевые детали вручную и для вас важна эффективность этого технологического процесса, то лучше использовать для этих целей специальное оборудование, работающее в импульсном режиме. Такой полуавтомат имеет изначально кооперативный режим сварки, что позволяет эффективно использовать это устройство для соединения алюминиевых деталей.
Если вас в первую очередь интересует качество образующегося шва, а не скорость технологического процесса, то лучше использовать вышеупомянутый TIG-инвертор для сварки алюминиевых деталей в аргоне. Такие аппараты значительно дороже, но они обеспечивают высокое качество сварки, ее однородность и отсутствие пор.
Как подготовить алюминий к сварке полуавтоматом в среде аргона?
Если выбранный аппарат не поддерживает импульсную сварку, детали необходимо предварительно обработать. Это делается для удаления оксидного слоя. Для этого обычно используется специальная металлическая щетка или угловая шлифовальная машина с хонинговальным кругом. Следует отметить, что если заготовка толще 5 мм, то необходима V-образная кромка под углом 45 градусов. Заготовку лучше сваривать сразу после обработки, так как через один-два часа на поверхности образуется новая пленка.
При сварке заготовок толщиной до 3 мм необходимо обратить внимание на подложку. Для этого часто используются медные пластины. Если подложка отсутствует, риск ожогов, а также прилипания к подложке многократно возрастает.
Перед сваркой алюминия сварочным полуавтоматом рекомендуется тщательно прогреть детали. Это снижает вероятность деформации деталей в процессе сварки. Для нагрева используются специальные печи или горелки.
Какой полуавтомат выбрать для сварки алюминия?
Учитывая все особенности алюминия, понятно, что аппарат для сварки следует выбирать с особой тщательностью. Поэтому при выборе инвертора учитывайте следующие моменты:
- Наличие импульсного режима. О его удобстве и незаменимости уже говорилось ранее. Простой альтернативой таком аппарату может стать устройство, работающее на постоянном и переменном токе AC/DC. В таком случае смена полярности будет осуществляться в автоматическом режиме, оксид будет разрушен, а капли быстро перенесутся с присадки в тот момент, когда максимальная температура будет на электроде.
- Наличие 4 роликов в подающем механизме. Условие необязательное, но лишним не будет. Такое количество направляющих обеспечит максимально плавную подачу материала в место сварки. Проследите, чтобы канавка на них была в форме U и без насечек на поверхности.
- Входящее напряжение зависит непосредственно от условий, в которых будет применяться аппарат. Для гаража можно купить полуавтомат для сварки алюминия на 220 В, а вот для производства подойдет только модель на 380 В.
- Максимальная сила тока. Выбор делают, исходя из того, какие заготовки предстоит варить. Для толщины до 5 мм хватит 200 А. А вот для толстостенных деталей — на 300 а и более.
- Тип охлаждения. Для работы на малых токах будет достаточно воздушного. Если же вы планируете варить на 300–400 А, то понадобится горелка с водяным охлаждением.
Какие расходники нужны для сварки алюминия полуавтоматом
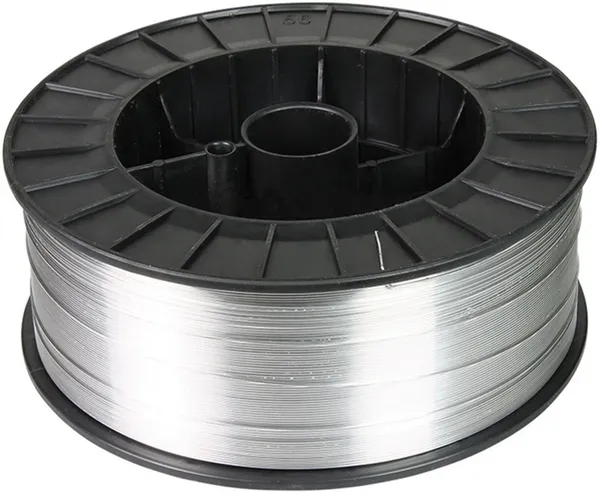
Для успешной работы необходимо выбрать не только сварочный аппарат, но и дополнительные аксессуары и материалы. Прежде всего, вам нужна проволока. Мы предлагаем нашим клиентам две марки присадочной проволоки: 4043 и 5356, а об их характеристиках мы уже писали здесь.
Для подачи алюминиевой проволоки используются специальные тефлоновые каналы. Их внутренняя поверхность более гладкая, чем у соответствующих стальных каналов, поэтому присадочный материал не прилипает и не слипается.
В прошлом для обработки алюминия специалисты выбирали резцы с большим отверстием. Это означало, что для проволоки диаметром 1 мм использовался наконечник диаметром 1,2 мм. Сегодня в этом нет необходимости, поскольку существуют специальные расходные материалы для алюминия.
Техника сварки алюминия
Полуавтоматическая сварка алюминия требует не только подготовки оборудования, но и подготовки сварщика, так как технология сварки алюминия имеет ряд особенностей:
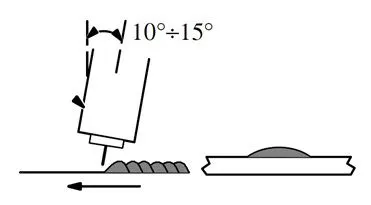
Сварка алюминия полуавтоматом должна производиться под углом от 10 до 15 градусов к нормали. Это позволяет обеспечить необходимую газовую защиту сварного шва (рис. 8).
Вертикальные швы предпочтительно сваривать под углом вверх для лучшей газовой защиты.
Необходимо тщательно следить за температурным балансом алюминия — перегрев чистого алюминия может привести к перегреву сварочной ванны, а перегрев АМГ — к затвердеванию шва. Чтобы избежать перегрева сварного шва, рекомендуется создать V-образный надрез на обратной стороне детали. Однако недостаточный подвод тепла и зачистка могут привести к образованию большой пористости.
Как использовать полуавтомат при сварке алюминия
Любой полуавтомат должен обеспечивать постоянную подачу сварочной проволоки и достаточный импульс для прорыва оксидного слоя и поддержания работы дуги или переменного тока. Для этого необходимо соблюдать следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (диаметром от 1,2 до 1,6 мм) следует применять высокий сварочный ток.
Плюсы и минусы сварки алюминия полуавтоматом
Каждый сварочный полуавтомат состоит из источника дуги, горелки с защитной оболочкой для проволоки, кабеля с зажимом на конце для подключения к изделию, двигателя и редуктора.

Преимущества полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
После начала процесса сварки алюминия с помощью полуавтомата







