Если вам нужно сваривать большие швы или металл толщиной более 10 мм, вам нужен SW от 80 % и выше. Для домашнего использования, гаража, дачи или для обучения можно использовать 40-70 % SW. Большинство сварочных инверторов (Ресанта, Сварог, Esab, Fubag и другие) имеют такие параметры SW.
Сварка инвертором для начинающих: пошаговая инструкция и рекомендации
Инверторная сварка подходит даже для начинающих сварщиков благодаря простой настройке оборудования и понятной схеме работы. Главное — выполнять все сварочные операции с соблюдением техники безопасности, выбрать подходящий режим, подобрать электроды и тренироваться.
Только после 3-4 фунтов электродов вы начинаете добиваться чего-то похожего на сварку по прямой. Самое главное — не унывать, не сдаваться на полпути, а продолжать учиться. В нашем материале вы узнаете основные правила инверторной сварки для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Первый раз включайте сварочный инвертор (или после переезда) только после того, как проверили сопротивление изоляции между токоведущими частями и корпусом и соединили последний с землей. Если аппарат долгое время не использовался, перед сваркой проверьте его на наличие пыли внутри.

Блоки управления и силовые блоки очищаются умеренным давлением сжатого воздуха. Оставьте вокруг инвертора свободное пространство не менее 0,5 м, чтобы система принудительной вентиляции могла беспрепятственно работать.
Не используйте инвертор в местах, где работают режущие или шлифовальные станки, так как металлическая пыль, образующаяся при работе этих станков, может повредить электронику и силовой блок.
Для новичков: Если инверторная сварка проводится на открытом воздухе, ее необходимо защищать от солнечного света и дождя. Сам аппарат должен быть установлен на горизонтальной поверхности или под углом не более указанного в техническом паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть аппарат, проверить состояние изоляционных оболочек кабелей (сварочного, кабеля питания) и при необходимости заменить или отремонтировать их.
Далее работник должен проверить герметичность кабеля заземления, гнезда электрода и состояние розеток и вилок, используемых для подключения к инвертору. Далее следует проверить панель управления, особенно состояние переключателей, тумблеров, индикаторов или кнопок. Если устройство сильно запылено, его необходимо очистить.
Использование защитных средств
При сварке сварочным инвертором для начинающих личная безопасность должна быть на первом месте.
Во время сварки может произойти поражение электрическим током, ожоги от летящих капель расплавленного металла или повреждение сетчатки глаза от света, излучаемого дугой.
Механические травмы также могут быть вызваны газом, выделяющимся во время сварки. Это означает, что сварщики, впервые приступающие к инверторной сварке, должны ознакомиться с правилами техники безопасности и вооружиться средствами индивидуальной защиты.
В список обязательных средств защиты сварщика входят искрозащитные перчатки, маска, обувь и комбинезон из неплавящегося материала, респиратор и защитные очки, которые необходимы при зачистке швов и заготовок.
С помощью этого минимального защитного оборудования вы сможете защитить себя от травм, особенно если вы впервые работаете с инверторной сваркой. Особенно тщательно следует выбирать сварочную маску, чтобы защитить глаза от излучения сварочной дуги.
Азы электросварки
Инверторные аппараты достаточно экономичны и просты в эксплуатации. Основная нагрузка для работы этих аппаратов приходится на электросеть.
Они оснащены накопительными конденсаторами, которые накапливают энергию и обеспечивают плавный процесс сварки и мягкое зажигание дуги.
В отличие от старых аппаратов, которые работают с максимальным броском тока и могут перегорать предохранители, инверторы позволяют безопасно работать от сети.
Чтобы понять, как варить инвертором, необходимо разобраться в основах.
В ручных сварочных аппаратах дуга образуется при контакте электрода с заготовкой. Под воздействием температуры металл и электрод плавятся. Расплавленная часть стержня и заготовка образуют ванну.
Оболочка стержня также частично расплавляется, становится газообразной и исключает доступ кислорода в сварочную ванну. Это защищает заготовку от окисления.
Каждый электрод рассчитан на определенную силу тока, которая зависит от его диаметра. Если значение падает ниже указанной величины, сварка невозможна. Если это значение увеличивается, получается сварной шов, но стержень прогорает очень быстро.
После завершения процесса сварки покрытие остывает и превращается в шлак. Он покрывает соединение металлических частей снаружи. Ударив по сварному шву молотком, шлак можно легко удалить.
Существуют также простые правила сварки. Сварщик должен поддерживать постоянное расстояние между сварочной проволокой и изделием, чтобы дуга не погасла во время работы.
Это нелегко сделать из-за плавления электрода, поэтому электрод нужно вводить в зону сварки с постоянной скоростью. Кроме того, старайтесь проводить электрод прямо поперек шва для достижения наилучшего качества сварки.
Способы сварки
В настоящее время существует множество методов сварки. Они различаются по различным критериям. Эта информация будет полезна для новичка, поэтому необходимо с ними ознакомиться.
В зависимости от нагрева, края изделия могут быть полностью расплавлены или находиться в пластичном состоянии. При первом методе к соединяемым деталям также необходимо приложить определенное усилие — сварка давлением.
При втором методе соединение образуется за счет сварочной ванны, содержащей расплавленный металл и электрод.
Существуют и другие методы сварки, при которых изделие вообще не нагревается — холодная сварка — или не доводится до пластичного состояния — ультразвуковая сварка.
Другие процессы сварки перечислены ниже:
- Кузнечная. В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
- Газопрессовая. Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
- Контактная. Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл.
- Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая. Используется в соединении листовых конструкций, требующих качественных и надежных швов.
- Термитная. Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия.
- Атомно-водная. Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
- Газовая. Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
При дуговой сварке с использованием атомарного водорода молекулы водорода расщепляются на атомы, которые затем вновь собираются при контакте с холодным металлом. Во время этого процесса выделяется большое количество тепла. Этот процесс используется для сварки тонких металлов, меди и сплавов на основе меди.
Газовая сварка — это процесс сварки плавлением. Зазоры между заготовками заполняются присадочной проволокой. Этот процесс широко используется в различных областях человеческой деятельности. Чаще всего он используется при соединении тонкостенных предметов, цветных металлов и чугуна.
При работе с инверторным аппаратом полярность электродов имеет важное значение. В зависимости от схемы меняется интенсивность нагрева заготовки, что позволяет создавать различные условия сварки.
Общее описание порядка сварки инвертором
Чтобы уметь выполнять сварку с помощью инверторного аппарата, необходимо разобраться в его подключении. Для этого необходимо знать следующее:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
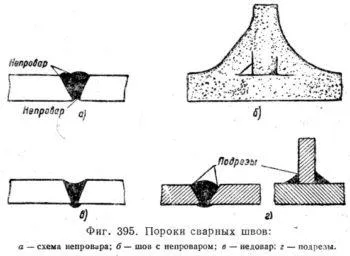
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы сварить инвертором, начинающий сварщик должен правильно оборудовать свое рабочее место. Лучше всего это сделать на металлическом столе. Заземляющий провод подключается к основанию так, чтобы он оставался в постоянном контакте с заготовкой, даже если вам придется крутить и поворачивать ее.
Для опоры должна быть предусмотрена резиновая подкладка или крючок, чтобы сварщик мог расположить ее и работать обеими руками. Не кладите опору на стол при включенном аппарате, так как существует риск короткого замыкания.
Рабочее место находится в аварийном состоянии:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, так как капли горячей соли и жидкого шлака при высокой температуре могут разлетаться на расстояние до 2 метров. Поставьте рядом со столом ведро с песком, чтобы закрыть возможное возгорание. Не тушите огонь водой, так как она может попасть в изделие и на стол.
Предпочтительно выполнять инверторную сварку стоя или сидя, чтобы под рабочей рукой была опора. Это предотвращает спотыкание и поддерживает правильное расстояние между кончиком электрода и изделием. Если работать в положении сидя на корточках, результаты сварки у начинающего сварщика будут гораздо хуже.
Важно установить над рабочей зоной вытяжной колпак для отвода газов от расплавленного металла и обшивки (если не на открытом воздухе). Если рядом работают другие люди, обязательно возведите барьер, чтобы свет от дуги не попадал им в глаза.
Урок сварки. Как сваривать металл инвертором.
Как только дуга начнет разгораться. Начните тренировку со следующих упражнений.
Нижнее положение
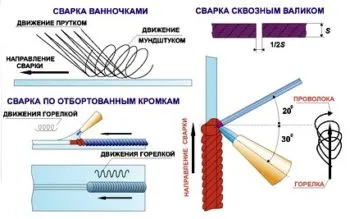
Кольцевые движения на толстой горизонтальной пластине, тяга за тягой, под углом 45°, лицом назад. Обратите внимание на то, когда заканчивается электрод. Вам нужно немного оттянуть шов назад, чтобы избежать образования кратера. Сделайте дугу в середине кольца, вернитесь немного назад и продолжайте кольцо.
Вот видео, которое научит вас правильно сваривать инверторным сварочным аппаратом.
Вертикальное положение
Сначала выполняется «вертикальный» шов на пластине, установленной под углом 45°. Зигзагообразное движение начинается снизу и движется вверх. Расстояние до электрода составляет около 2 мм, угол — обратный. В верхней части пластины остановите процесс и снова проведите зигзагообразное движение, чтобы расплавить дополнительный металл у края.
Ниже приведены видеоролики с инструкциями по освоению ручной дуговой сварки металла для начинающих.
Истинно вертикальный сварной шов на вертикально установленной пластине. То же зигзагообразное движение, что и у электрода. Упражнение сложное, обычно его не сразу понимаешь.
Горизонтальный шов
Горизонтальный сварной шов на вертикально установленной пластине. Выполняются круговые, колебательные движения, сварка в обратном направлении. Сначала делается валик на пересечении с горизонтальной пластиной, затем вверх, валик за валиком. Чтобы добиться более четкой «горизонтальной линии», можно действовать мелом.
Вертикальный шов с отрывом.
Вертикальная склейка с отрывом, исходное положение листа под углом 45°. Начните дугу с нижней части листа, влево, вниз, вправо, вверх, влево, обратно к центру — создавая замкнутый овал. Потяните электрод, двигайтесь вверх, снова создайте овал, потяните его, вверх. Продолжайте в том же духе, пока не дойдете до конца пластины.
Вертикальный сварной шов с трещиной в пластине.
Тот же овал, колебательные движения, когда вы делаете это, лучше всего опираться рукой на стол или что-то другое, если это возможно. Окончательная сварка «кромок» самая сложная, металл может перегреться и потечь. Поэтому после пайки следует сделать более длительный перерыв. Конечно, эти упражнения подходят не только для начинающих сварщиков. На нашем сайте в дополнение к этим упражнениям вы также можете ознакомиться со следующим материалом:
- электросварщик ручной сварки программа обучения;
- как научиться правильно варить инверторной сваркой советы начинающим и другими.
Хорошим критерием качества сварного шва является его красота. Если шов красивый, то велика вероятность того, что он не имеет зазоров и равномерно заполнен.
Правило М. Гладуэлл «10 000 часов»
Конечно, вы не поймете все это сразу. Успокойтесь. Правило 10 000 часов, разработанное Малкольмом Гладуэллом, рекомендуется использовать при обучении сварке металла. Чтобы достичь непревзойденного уровня мастерства, нужно вложить в свое ремесло столько времени. Да, для большинства из нас это долгий путь. Но вот промежуточные этапы:
- тысяча часов до уровня мастера;
- сто часов до уровня профессионала;
- и хотя бы десять часов на то, чтобы освоить азы – выглядят вполне реалистично!
Вы находитесь в начале своего пути. Практикуйтесь, учитесь, и с каждым часом, который вы потратите на обучение, ваши навыки сварки металла будут становиться все сильнее и сильнее. Получайте удовольствие!







