Если вы видите насечки на резьбе или вам приходится прикладывать больше усилий, значит, вы допустили ошибку. Теперь вы знаете, как использовать токарный станок для изготовления различных гаек, болтов или крепежных деталей с резьбой.
Трапецеидальная резьба. Применение трапецеидальной резьбы
Трапецеидальная резьба часто используется для изготовления различных винтов, которые применяются в различном производственном оборудовании. Например, в станках, подъемных устройствах и прессах. Такая резьба имеет равнобедренную трапециевидную форму, а угол профиля может иметь различные значения: 15, 24, 30, 40°. При работе винта, на котором нарезана трапецеидальная резьба, естественно возникают силы трения. Это связано с наличием смазки, шероховатостью поверхности и углом профиля.

Виды резьбы
На сегодняшний день существуют следующие типы:
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Виды резьбы
На сегодняшний день существуют следующие типы:
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Резьба трапецеидальная однозаходная. Профиль по ГОСТ 24737 (СТ СЭВ 146)
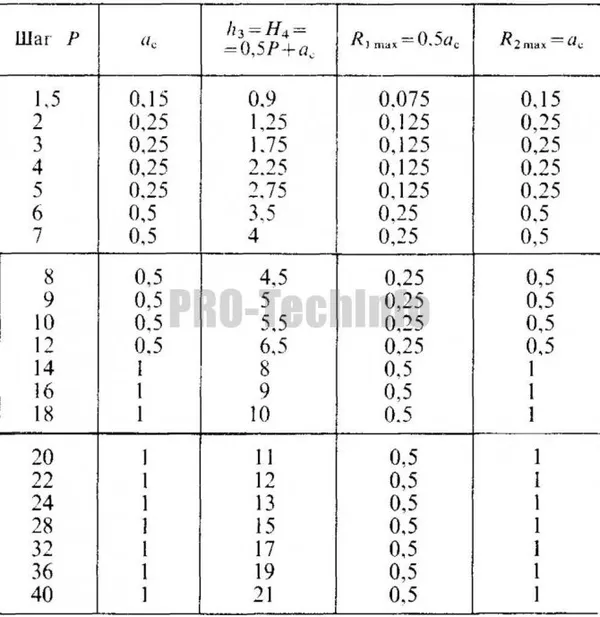
d — наружный диаметр внешней резьбы (винта); d2 — средний диаметр внешней резьбы; D2 — средний диаметр внутренней резьбы; P — шаг резьбы; h3 — высота профиля внешней резьбы; H4 — высота профиля внутренней резьбы; d3 — высота профиля внутренней резьбы; d4 — высота профиля внешней резьбы. D4 — наружный диаметр внутренней резьбы; R1 — радиус кривизны верхнего конца внешней резьбы; R2 — радиус кривизны нижнего конца внешней и внутренней резьбы; ac — зазор на верхнем конце резьбы.
В таблице 1 приведены размеры профиля резьбы.
Примечания:
- Вместо скругления по вершине наружной резьбы допускается выполнять фаски размером не более 0,5·ac
- При накатывании резьбы профиль впадины резьбы выполнять закругленным. В этом случае внутренний диаметр наружной резьбы уменьшить на 0,15Р.
- Значения диаметров вычисляются по формулам:
ДОПУСКИ
Числовые значения допусков на наружный и внутренний диаметры резьбы приведены в таблицах 3 — 5.
Допуски для диаметров d
и D 1
Допуски для диаметров d
2 и D 2
Допуски диаметра d
Условия изготовления
По сравнению с другими типами резьбы, трапецеидальная резьба гораздо проще в изготовлении.

По этой причине она чаще всего используется в различных областях применения. Наиболее распространены трапецеидальные резьбы с углом профиля 30°. Технология изготовления очень похожа на технологию изготовления прямоугольной резьбы. Однако есть существенные отличия в плане точности и качества изготовления. Нарезание трапецеидальной резьбы ничем не отличается от аналогичного процесса для прямоугольной формы. В настоящее время существует несколько таких процессов.
Правила нарезки
Качество профиля зависит от многих факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Чтобы избежать вышеперечисленного, необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
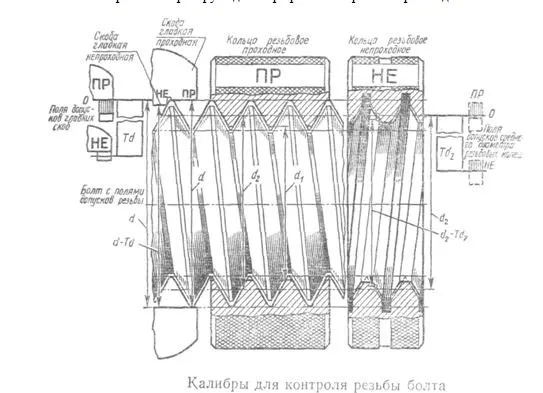
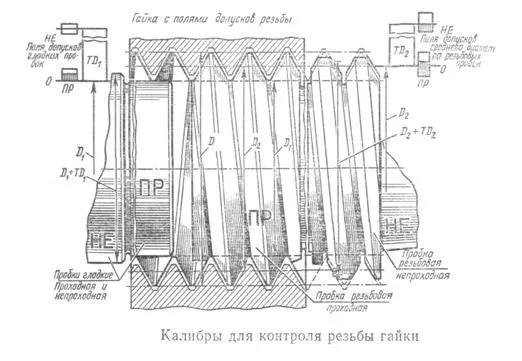
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
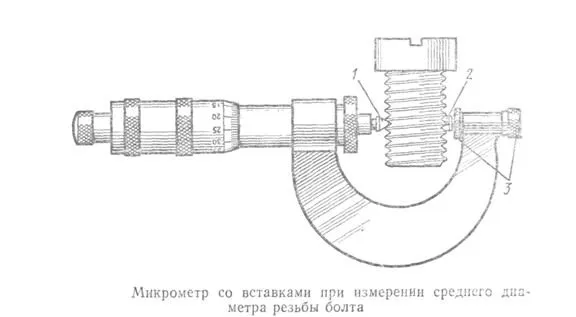
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Чтобы избежать следующего:
Нарезание трапецеидальной резьбы на токарном станке Ссылка на основную публикацию
Недостатки соединений
Недостатков у этого типа соединения не так много. Одним из них является возникновение высокого давления в полостях. Кроме того, их не следует использовать в оборудовании и механизмах, подверженных сильным вибрациям, так как винты могут ослабнуть, что не является хорошим знаком.

Поэтому следует следить за этим и при возникновении такой ситуации корректировать положение винтов.
Такую характеристику, как цена, можно отнести как к положительным, так и к отрицательным моментам.

Односторонняя резьба стоит гораздо дешевле, чем многоразовая. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские бюро используют многоразовые резьбы, потому что они надежны и прочны.
Теперь мы узнали, что такое трапецеидальная резьба, ее размеры, преимущества и недостатки.