Несмотря на видимую простоту процесса гибки, конечные результаты не всегда позволяют получить детали нужной формы. Проблемы, возникающие в этом процессе, часто бывают довольно распространены. Существует три основных осложнения, которые чаще всего возникают при гибке.
Как согнуть профильную трубу своими руками без специальных приспособлений
Профильные трубы играют важнейшую роль в строительстве каркасных конструкций. С их помощью быстро и качественно возводятся такие объекты, как теплицы, парники, беседки и многие другие. Однако стоит отметить, что процесс гибки этих труб не так прост, как может показаться на первый взгляд.
Чтобы согнуть профильную трубу, часто требуется дорогостоящее специальное оборудование, доступ к которому может быть ограничен для домашних мастеров. В этой статье мы обсудим, как можно согнуть профильную трубу в домашних условиях без применения сложных инструментов.
Что такое профильная труба?
Профильная труба — это такой тип труб, который имеет сечение, отличное от круглого. Сечения могут быть прямоугольными, овальными, шестиугольными или квадратными. Профильные трубы отличаются повышенной прочностью благодаря конструктивным особенностям — их грани действуют как ребра жесткости.
Эти трубы способны выдерживать значительные изгибающие нагрузки, что делает их оптимальным выбором для строительства металлокаркасов различных сооружений.
Основным материалом для изготовления профильных труб является как высоко-, так и низколегированная сталь. В зависимости от технологии производства различают электросварные, холодно- и горячекатаные, а также бесшовные трубы.
Профильные изделия варьируются по толщине стенок и высоте профиля, что позволяет использовать их для изготовления разнообразных конструкций, таких как рамы, лестницы и перила. Чаще всего профильные трубы применяются в строительстве для создания арочных конструкций и замещения железных брусьев при возведении каркасов.
Знание технологий гибки профильных труб станет полезным для домашних мастеров, которые хотят самостоятельно обустроить свой загородный участок:
Навыки гибки профильной трубы позволяют создавать множество полезных объектов, нужных для ведения хозяйства и ландшафтного дизайна на частном участке.
Конструирование из профильной трубы дает возможность проявить свою творческую натуру. Гнутые профили могут стать отличной основой для садовой мебели.
При изготовлении различных предметов для дома и сада особенно важно, чтобы парные детали были согнуты с одинаковым радиусом, что обеспечит их согласованность и гармонию.
Освоив простейшие конструкции, самодельщик сможет уверенно перейти к созданию более сложных моделей.
Из профилей, согнутых с одинаковой траекторией, можно легко построить красивую и функциональную входную группу, стоимость которой будет значительно ниже, чем у готовых изделий.
Умение гнуть профильные трубы будет особенно полезно при сборке стропильных систем для самодельных беседок.
Кроме того, создавая садовую мебель, вы получите не только удовольствие от процесса, но и моральное удовлетворение от создания уникальных предметов интерьера.
Еще одним полезным элементом для дачного участка станет навес, который защитит ваш автомобиль от воздействия солнечных лучей и дождя.
Горячий способ
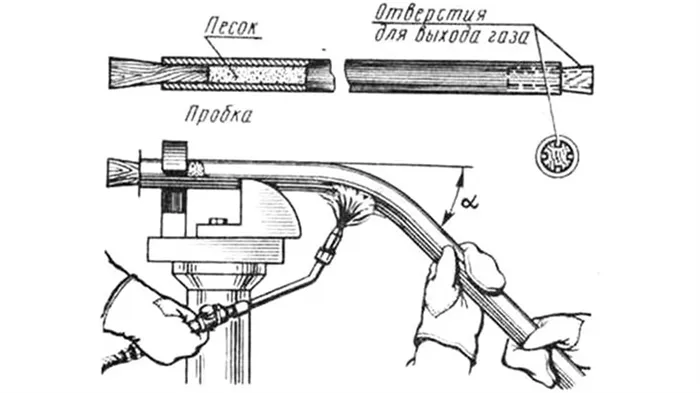
Для осуществления этого метода необходимо заполнить трубу речным песком. Для этого используйте воронку, предварительно затыкнув второй конец профиля деревянной чопиком. Утрамбуйте песок, постукивая деталью о пол, а затем заглушите второй конец. Далее выполните следующие шаги:
- Закрепите профильную трубу в тисках в том месте, где будет происходить гибка.
- Нагрейте участок с помощью паяльной лампы или резака.
- За свободный край трубы гните ее до нужного угла.
Песок поможет избежать образования гофр и сжатия полости, однако от возможного перекоса граней он не schützt. Данный метод подходит для труб сечением до 50х50 мм и толщиной стенки 2.5 мм.
Холодный способ 1
Холодный метод гибки профильных труб можно применять, когда на улице мороз. Для этого труба заполняется водой и герметизируется с торцов. Затем ее выносят на улицу, где вода замерзает. После этого труба сгибается «на холодную», будучи зажатой в тисках. Однако такой способ рекомендован только для профилей сечением 20х20 мм и толщиной стенок 1.5 мм. Углы получаются округлыми, но без сохранения плоскости стенки.
Для получения прямых углов следует использовать болгарку с отрезным диском. Необходимо выполнить V-образные вырезы с углом 45º на внутренней стороне, затем руками согнуть трубу и прихватить стык сваркой. Чтобы сгладить острый наружный угол, сделайте два V-образных выреза с тупыми углами 22º рядом. Таким образом вы получите плавный скос. Для полукруглых изгибов потребуется сделать множество прорезей через каждые 4-6 см. Этот метод подходит для труб любой толщины и сечения.


Способы гибки без заломов в домашних условиях
При повышении температуры плотность и пластичность многих металлов увеличиваются. Колебания атомов приводят к образованию крупных зерен по сравнению с мелкими. Процесс подготовки изделий к гибке зависит от типа используемого сырья. Однако чаще всего без предварительного нагрева не обойтись.
Рекомендации по сгибанию металлических отрезков
Существует два основных метода гибки — горячий и холодный. Если стоимость металлоизделия высока, предпочтительнее использование термо-технологии.
Горячий метод
Данный способ подходит для моделей с сечением от 10 см. Инструменты для термического воздействия — строительный фен, газовая горелка или паяльная лампа. Если вы используете строительный фен для нагрева, выставьте максимальную температуру.
- Наполните трубу сухим песком и закройте выходные отверстия деревянными пробками. Песок поможет предотвратить выпучивание металла, образование вмятин и разрыв стенок. Песок необходимо утрамбовать так, чтобы внутри не оставалось пустот;
- Нагрейте изделие на участке, где будет происходить деформация, не допуская начала плавления материала. У разных сортов и марок металла своя температура плавления (в среднем около +1500 °C). Затем, не дожидаясь остывания, согните трубу до нужного угла, постукивая по ней молотком или деревянной киянкой.

Размеры зоны нагрева вычисляются по требуемому углу сгиба:
- длина области нагрева должна превышать диаметр в 6 раз;
Индикатором достаточного нагрева участка стального отрезка считается его покраснение до состояния окалины. Для проверки алюминиевой трубы можно приложить к поверхности бумагу. Если бумага загорится, это значит, что можно начинать гибку.
Холодный способ
Для того чтобы не нарушать структуру металла, трубу можно согнуть без предварительного нагрева. Подготовка включает засыпку песка (иначе труба может деформироваться в зоне гибки) и установку заглушек на выходных отверстиях.
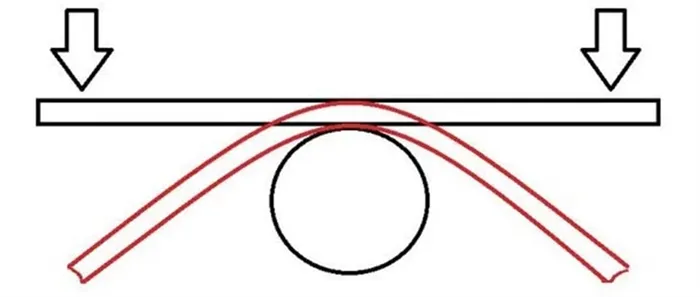
- Используйте предмет подходящего диаметра в форме цилиндра. Это может быть другая труба или бревно. Установите его на пол и положите сверху металлоизделие таким образом, чтобы область сгибания находилась на цилиндре. Одновременно надавите на оба конца отрезка.
- Закрепите металлоизделие в тисках или между неподвижными опорами так, чтобы участок, находящийся чуть ниже зоны гибки, был надежно зафиксирован. Согните свободный конец вручную.
- С помощью болгарки выполните несколько поперечных прорезей с внутренней стороны (не с внешних поверхностей). Количество прорезей зависит от желаемого радиуса (обычно хватает трех). Согните изделие так, чтобы концы прорезей соприкасались, затем выполните сварку и обработайте заготовку шлифовкой. Этот метод отлично подходит для гибки профильных труб, так как автоматически формирует сгиб из прямых участков.

Инструкция по гибке полимерных труб
Полимерные трубы, такие как ПНД (полиэтилен) и трубы из полипропилена без оцинковки, можно обрабатывать двумя методами:
- Холодным способом. Изделие изгибают без нагрева, используя физическое усилие. Пластик может сломаться, если попытаться вручную изгибать его с радиусом, превышающим 8 диаметров трубы.
- Горячим способом. Участок, который необходимо изогнуть, нагревают с помощью горелки или строительного фена. Температура нагрева должна быть около +140 °C (при +170 °C начнется плавление с необратимой и неконтролируемой деформацией полимера). После нагрева, используя защитные брезентовые перчатки, изгибают изделие и оставляют его до полного остывания в заданном положении.
Предварительная подготовка аналогична той, что применяется к металлическим трубам. Песок создает более равномерный изгиб.
Разновидности гибки. Использование трубогиба
Существует несколько методов — либо согнуть профильную трубу вручную, либо воспользоваться специальным станком, будь то самодельный или заводской.
Общий вид ручного трубогиба показан на рисунке ниже. Напоминаем также, что существуют устройства с электрическим, гидравлическим приводом и даже с числовым программным управлением.


Инструкция о том, как корректно согнуть профильную трубу на трубогибе, всегда представлена в руководстве производителя. Важно понимать, что такая техника становится рентабельной только при очень частом использовании. Поэтому рассмотрим более практичные аспекты.
Некоторые вопросы технологии
Таким образом, мы выполняем гибку профильной трубы вручную. Чтобы избежать получения бракованных деталей, важно запомнить несколько ключевых моментов:
- Не стоит торопиться с гибкой, ведь существует явление пластической инерционности, касающееся деформируемого металла.
- Процесс деформации надо проводить с максимальным прижимом поверхности.
- Перед началом сгибания необходимо оценить пластические свойства материала в связи с желаемыми итоговыми параметрами.
Теперь ответим на эти вопросы.
Для стальных заготовок существуют ограничения на скорость углового гиба, которые варьируются от 17 до 45 градусов в секунду (или 3…3,5 мм/с). Более низкие показания соответствуют холодному деформированию, а более высокие — горячему. Продолжите читать, чтобы узнать, как загнуть трубу, нагретую до необходимой температуры.

Основное правило — соблюдать равномерность прижима и гарантировать полное касание поверхности заготовки зажимными губками тисков. Для этого губки должны точно соответствовать наружному профилю полосы (пример аналогичного шаблона показан на предыдущем рисунке). Где именно сгибать профильную трубу, вы решите сами. Возможно, стоит сотрудничать с другом или соседом, у которого есть более качественные тиски.
Технологические ограничения по гибке включают следующие важные параметры:
- Должно выполняться условие R < 20s (где R — радиус гибки, а s — толщина стенки);
- Определяется критерий тонкостенности k = s/D. При R > D(20k+0,5) можно производить гибку в холодном состоянии;
- После холодной гибки скорее всего трубчатая заготовка распружинивается, поэтому фактический угол гибки должен быть на 1,5…2,0% больше, чем запрашиваемый.
Методы гибки
Согнуть профиль 40×20 или 20×20 в домашних условиях не представляет особых сложностей. Для этого подойдет множество методов, зарегистрированных ниже. Узкие профильные трубы (меньше 20*20), особенно с тонкими стенками, сгибают, применяя простейший захват или даже на любой кривой и гладкой поверхности.
Ключевой момент — не производить изгиб изделия по радиусу, меньшему, чем 10-15 раз больше (сравнительно ширины) профтрубы, и не совершать резкие движения. Например, для размера 40 на 20 см радиус гиба должен составлять не менее 0,3 м.
Метод с использованием болгарки
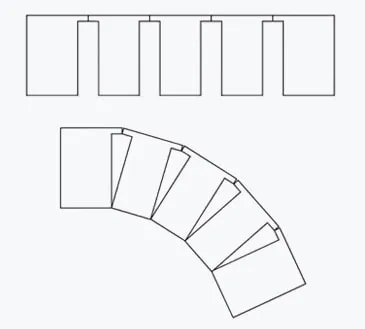
Болгарка (углошлифовальная машина с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Эти пропилы размещаются на равном расстоянии друг от друга, при условии, что их больше двух. Один пропил создаст только резкий, прямолинейный изгиб. Чем больше сделано пропилов, тем более плавным будет изгиб. Такой подход предотвращает образование складок на внутренней стороне и, следовательно, усугубление эстетического вида трубы.
Угол каждого пропила определяется общим углом изгиба, разделенным на количество выполненных зазоров. Чтобы профильная труба выглядела аккуратно и не собирала дождевую воду внутри, пропилы должны иметь острые углы на наружной стенке, а не быть прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угла в 9 градусов для каждого из них. Это может быть достигнуто только на крупногабаритных профилях с использованием более тонких дисков или при применении ножовки по металлу.
Не требуется разогревать профильную трубу для этого процесса. Пропилы нужно размечать и исполнять в соответствии с запрашиваемым радиусом изгиба. При этом одна из стенок— наружная — остаётся целой, что позволяет конструкции сохранять свою целостность, но это снижает прочность трубы. Для восстановления прочности после сгибания швы пропилов должны быть заварены.
Этот метод считается холодной гибкой. Термообработка (сварка) происходит уже после сгибания, в отличие от других процессов, где это производится заранее. Главным недостатком является наличие ребристой поверхности как снаружи, так и внутри изгиба, что существенно усложняет надежное соединение с криволинейными конструкциями, такими как композитные или пластиковые кровельные листы.
Метод с заполнением песком
Перед тем как прогреть трубу, необходимо заполнить ее песком. Сила упругости песка предотвращает смятие профиля. Благодаря этому внутренняя сторона сгиба останется гладкой. Чтобы использовать данный метод, выполните следующие шаги:
- Закройте оба конца трубы деревянными заглушками с продольными отверстиями. Эти отверстия нужны для выхода горячего воздуха, чтобы заглушки не были выбиты при нагреве. Длина заглушек должна быть в 10 раз больше ширины профиля.
- Нагрейте участок трубы, в котором будет происходить изгиб.
- Наполните трубу песком средней крупности. Рекомендуется использовать пересвеченный, чистый и предварительно прогретый до 150 градусов песок.
- Убедитесь, что труба плотно закрыта. Отметьте участок, который подвергнется изгибу.
- Закрепите трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Рекомендации
Избегайте создания резких изгибов профиля с большими углами. В противном случае заготовка может сломаться, и испорченный участок придется отправить в металлолом. Не используйте для сгибания профтрубы арматуру, вводя её внутрь трубы — это приведет к деформации краев. Исправить такие повреждения крайне сложно. Попытки подобрать правильную толщину прута под стенки трубы не будут успешными: либо гнется профиль, либо арматура.
Не перегревайте металлический профиль, используя высокотемпературные аппараты (такие как газосварочный аппарат в режиме резки стали). Если сталь станет жёлто-оранжевой, она размягчится, и профиль будет сильно перекошен.
Такое повреждение является необратимым, и испорченные заготовки можно будет лишь переплавить. Однако в домашних условиях переплав не доступен.
Не выполняйте сгибание с рывковыми движениями. Слишком быстрая гибка может привести к надломам, особенно у алюминия и его сплавов. Спешка здесь неуместна. Нагрейте трубу один раз перед гибкой. Если требуется многократный (или более одного) нагрев отдельной области трубы, это приводит к снижению прочности стали. Если некоторые части трубы перегреваются из-за неравномерного бытового прогрева, дождитесь, пока они охладятся, чтобы цвет нагрева стал равномерным. Сгибать перегретую трубу крайне рискованно, так как она может порваться.
Если удалить деревянные заглушки быстро не удаётся, можно их выжечь, нагревая концы трубы. Температура пламени и воспламенения древесины существенно ниже, чем температура плавления стали, поэтому это не вызовет никаких негативных последствий. Подпиливание (истончение стальных стенок) в зоне изгиба недопустимо. В противном случае труба может лопнуть, так как её прочности недостаточно для создания плавного изгиба.
Избегайте использования деревьев в качестве овальных или круглых опор. Древесина может не выдержать такую нагрузку. Для подобной работы существуют специальные инструменты, и их довольно много. Профили 20х40 и другие размеры, включая 20х20, слишком тонкостенны для сгибания с применением внутренних стержней. Для создания волнистого или закрученного профиля требуется настоящая ковка. Но ковка профиля осуществляется не всем, так как это требует определенных навыков и может испортить его.
Согнуть профильную трубу с хорошим качеством, с результатом, которым не стыдно будет похвастаться, по силам каждому. Всего в арсенале имеется более десяти способов и приборов для замены профессионального профилегиба. Выбор методов остается за вами.
Подробнее о том, как согнуть профиль руками без профилегиба, смотрите в следующем видео.







