Твёрдость шлифовальных кругов представляет собой их способность противостоять выкрашиванию абразивных зёрен в процессе работы, оставаясь эффективными до полного изношения. Этот параметр не следует путать с твёрдостью самих абразивных зёрен, так как он зависит от множества факторов, включая технологию изготовления круга, используемую связку, форму, тип частиц абразива и их зернистость.
Маркировка шлифовальных кругов – подробно о характеристиках!
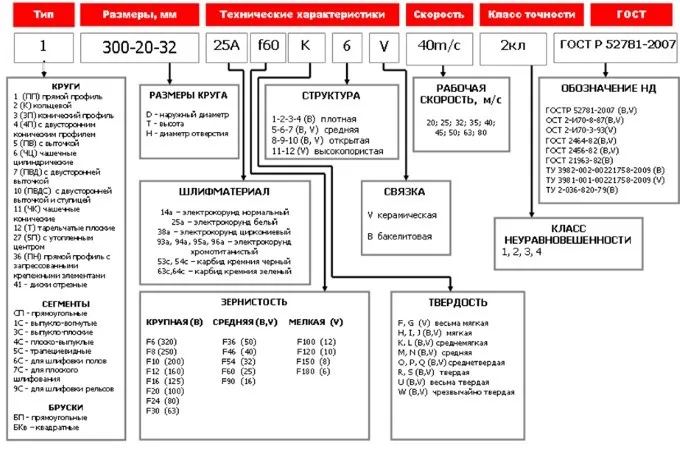
Маркировка шлифовальных кругов основывается на наборе параметров и характеристик, прописанных в ГОСТ 2424. Эти характеристики являются основными при выборе шлифовальных кругов различных геометрий и типов абразивных материалов. В дальнейшем мы рассмотрим основные параметры, которые содержатся в маркировке шлифовального круга.
Шлифовальные круги — это изделия, состоящие из множества абразивных зерен, соединённых связующим материалом. Современная маркировка шлифовальных дисков включает в себя такие ключевые параметры, как:
- тип и размеры геометрии;
- вид основного абразивного материала;
- номер зернистости и показатель твердости;
- структурные характеристики, включая соотношение между типом абразива и типом связи;
- оптимальная скорость вращения;
- классы точности и неуравновешенности.

В дополнение к перечисленным характеристикам, существует ряд отличий в маркировке, которые касаются зернистости, класса и точности, а также марок абразивов. Эти отличия и их толкование зависят от конкретных параметров, установленных в ГОСТ, техническом регламенте и предпочтениях производителя шлифовальных деталей. Обычно каждый производитель включает дополнительные параметры в маркировку, которые считает важными, а некоторые характеристики точности и зернистости могут быть исключены из основной маркировки. Кроме того, существует различие между новыми и старыми обозначениями, которые разные производители могут интерпретировать по-разному.
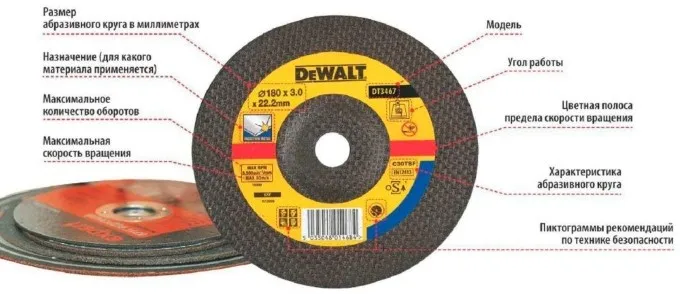
На отечественных шлифовальных кругах наиболее часто встречается следующая схема маркировки, представленная на фото, в которую входят:
- обозначение типа абразивного материала;
- зернистость диска, обычно указываемая в соответствии с ГОСТом и измеряемая в микрометрах;
- конкретный показатель твердости;
- один из трёх классов точности (А, Б, В) и основной тип связи.
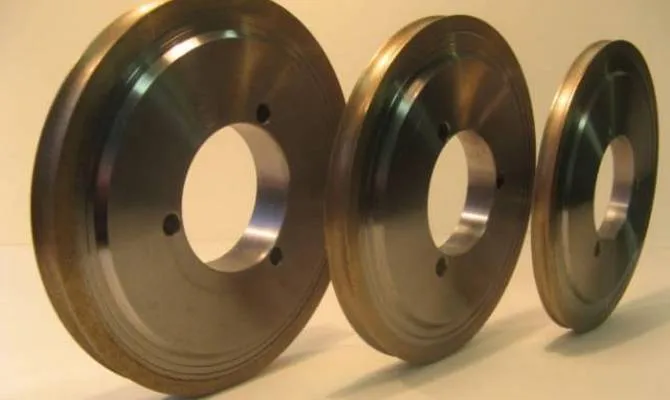
Также в маркировке шлифовальных дисков могут отсутствовать некоторые показатели твердости и структуры, однако у ряда производителей возможно указание до пяти дополнительных характеристик. Все характеристики, согласно нормам ГОСТ, указываются в нижней части диска, обращённой к более широкому радиусу. Специальные алмазные или эльборовые круги имеют свою специфику маркировки, которая указана в ГОСТ 2424-84. В этих кругах в первую очередь указываются:
- форма сечения корпуса;
- сечение алмазосодержащего слоя;
- расположение слоя на круге;
- различные конструктивные особенности, если имеется корпус.
Алмазные и эльборовые диски хоть и используются реже, но стоят значительно дороже керамических аналогов. При обработке с использованием алмазного диска также следует учитывать дополнительные аспекты, такие как тип, диаметр и форма. В дальнейшем мы подробнее рассмотрим эти параметры.
Геометрия дисков – каков ассортимент и на что ориентироваться?
По стандартам ГОСТ 2424 производится более 30 различных типов шлифовальных кругов, отличающихся геометрическими размерами. Эти круги могут быть разных профилей, таких как прямой, кольцевой, конический, с односторонней или двусторонней выточкой, тарелчатыми, с утопленным центром и односторонней ступицей, а также другими вариантами упрочнения. Указанные профили кругов являются наиболее распространёнными. Кроме основного профиля, шлифовальные диски также характеризуются размерами, ключевыми из которых являются наружный диаметр, диаметр отверстия и показатели высоты профиля.

При выборе типа и размеров шлифовальных материалов необходимо учитывать как характеристики и возможности поверхности, для которой подбирается деталь, так и параметры электрического инструмента или станка, на который будет установлен диск. Меньшие по размеру круги имеют малое количество абразивных зерен, что приводит к более быстрому износу при оптимальной скорости инструмента. В отличие от этого, круги большего диаметра обладают увеличенным сроком службы. При выборе алмазных или эльборовых кругов основное внимание рекомендуется уделять ширине указанного слоя и способу дальнейшей обработки.
Что указывается в маркировке
При выборе кругов основными параметрами, на которые стоит обращать внимание, являются: тип круга, вид абразива, связка, твердость и зернистость. Для многих видов обработки твердость и структура могут иметь более значительное влияние на результат, чем тип материала абразива.
Маркировка изделий включает в себя такую информацию:
- тип круга;
- размер изделия;
- материал абразива;
- зернистость круга;
- твердость изделия;
- структура;
- связующий материал;
- допустимая скорость вращения;
- класс точности круга;
- неуравновешенность круга.
При выборе круга учтите, что маркировка, сделанная по различным ГОСТам, может содержать различные обозначения для зернистости, твердости и других параметров. Кроме того, производители также используют различные маркировки для своих шлифовальных кругов, исключая некоторые показатели и применяя как старые, так и новые обозначения. Рассмотрим пример расшифровки:
1 – 25А – электрокорунд белого типа;
2 – средний размер абразивного зерна 370 мкм (F46);
3 – твердость — среднемягкая, тип L;
4 — средняя структура (6);
5 – керамическое связующее вещество (V);
6 – максимальная скорость вращения 35 м/с;
7 — категория точности Б;
8 – 3-й класс неуравновешенности.
Тип и размер круга
Тип круга обозначается цифрой от 1 до 39 согласно ГОСТ 2424-83. В старом ГОСТ 2424-75 допускается буквенное обозначение. Примем во внимание некоторые варианты типов кругов:
- Прямой профиль – тип 1 или ПП.
- Кольцевой профиль – 2 или К.
- Коническая форма – 3 или 3П.
- Круг с двухсторонней конической формой – 4 или 2П.
- Круг с односторонней выточкой – 5 или ПВ.
- Чашечный цилиндрический круг – 6 или ЧЦ.
Далее в маркировке указывается размер круга в формате DхТхН, где D представляет наружный диаметр, T – высоту, а N – внутренний диаметр круга.
Круги с алмазным или эльборовым абразивом обозначаются согласно ГОСТ 24747-90. Их тип определяется комбинацией из 3-4 символов, обозначающих форму круга и сечения абразивного слоя, а также расположение абразива и конструктивные особенности.
Виды шлифовальных кругов
Шлифовальные круги классифицируются по различным признакам, связанным с особенностями их назначения и дизайна. Они различаются по размерам, форме, твёрдости и зернистости. Использование шлифовальных кругов должно соответствовать их техническим характеристикам. Существуют круги с наждаком для выполнения грубых и более тонких обработок, обладающие различной зернистостью. Шлифовальные инструменты для грубой шлифовки с частицами наждака применяются для работы с любыми материалами. Зачистные диски, также известные как обдирочные, используются для очистки металлических поверхностей от загрязнений, краски, ржавчины и других дефектов, придавая им гладкость. Точильные круги обычно имеют покрытие из алмазных или наждаковых частиц.
В маркировке представлена необходимая информация, позволяющая точно выбрать подходящий инструмент нужной марки. В ней имеются тип изделия, его структура и размеры, зернистость, материал абразивных частиц, используемый для связки, твердость и зернистость, максимальная скорость вращения. Также обязательно указываются класс точности и неуравновешенность.
Для маркировки шлифовальных кругов используются специальные обозначения, которые могут быть разного цвета. Каждое из таких обозначений иллюстрирует определённый технологический параметр. Расшифровка этих обозначений осуществляется в соответствии с действующими ГОСТами. Например, размер обозначается тремя цифрами. Так, на упаковке может быть указано следующее сочетание: 175 × 20 × 30 мм. Это означает, что первый показатель соответствует наружному диаметру, второй — внутреннему или посадочному диаметру, а третий — высоте круга. При покупке круга для станка важно выбирать модель с подходящими размерами.
Скорость вращения круга зависит от его прочностных характеристик. Поэтому на каждом круге обязательно указывается его максимально разрешённая скорость в метрах в секунду (м/с) и количестве оборотов в минуту (об./мин). Несоблюдение указанных ограничений может привести к быстрому износу или поломке инструмента. Поэтому следует выбирать модель, учитывая её прочность, а также подходящий вид наждака и зернистости.
Кроме того, форма круга также играет важную роль при выборе. Она значительно влияет на пригодность модели для различных типов обработки. Для её обозначения используются цифры и буквы. Современные обозначения состоят исключительно из цифр, в то время как старые также содержат буквы.
Кроме того, материал абразивных частиц в маркировке обозначается буквами и цифрами. Например, электрокорунд обозначается буквой A. Нормальный электрокорунд маркируется сочетаниями от 12A до 16A, белый — 22A-25A, а хромистый — 32A-34A. Также выделяются циркониевый электрокорунд, представленный как 38A, и титанистый, обозначаемый как 37A, и другие варианты. Карбид кремния обозначается буквой C и может быть либо зелёным (62C-64C), либо чёрным (52C-54C). Более высокие цифры свидетельствуют о высоком качестве материала.
Показатель твердости по старому ГОСТу в маркировке представлен как ВМ1, ВМ2 (что обозначает весьма мягкий), ВТ — весьма твёрдый и так далее. Согласно международным стандартам это значение обозначается латинскими буквами: F, G, H, L, K, R, S и др. Также маркировка содержит данные о структуре круга, которая указывает на долю абразивных частиц в единице объёма. Цифры от 1 до 4 свидетельствуют о плотной структуре, от 5 до 7 — о средней, от 8 до 10 — об открытой, а 11 и 12 — о высокопористой.
Как правильно выбрать шлифовальный круг
Для того чтобы правильно выбрать шлифовальный круг для конкретной задачи, важно понимать принцип его работы. Он функционирует как режущий инструмент, при этом абразивные частицы выполняют аналогичную функцию, как зубья пилы. Однако в отличие от пилы, где все зубья располагаются с одной стороны, на шлифовальном круге абразивные зёрна (включая наждак, алмаз и др.) распределены по всей его поверхности. Во время шлифовки абразивные зерна механически удаляют тонкий слой материала с обрабатываемой поверхности. Разнообразие материалов и виды обработки определяют необходимость использования различных инструментов. Выбор типа абразивных частиц зависит от конкретного процесса обработки.
Если требуется шлифовка твёрдого и хрупкого материала, подходящим вариантом будет использование мягкого и тонкозернистого круга. В процессе затупления его частицы будут выкрашиваться благодаря мягкой связке. В противовес этому, твёрдые круги с грубой зернистостью предпочтительнее для шлифовки мягких и вязких материалов, поскольку абразивные зёрна удаляются самостоятельно с поверхности машины при затуплении, обеспечивая эффект самозатачиваемости. Если необходимо удалить значительный слой, то лучше использовать круглые модели с более крупными частицами, так как они позволяют глубже врезаться и удалять больше материала. В то же время стоит помнить, что для более труднопроницаемых поверхностей лучше использовать мелкозернистые круги, поскольку работа будет выполняться быстрее благодаря наличию острых режущих зёрен на поверхности. Для шлифовки цветных металлов, чугуна и других материалов (неметаллических) удобнее всего применять круги из оксида кремния.
Также стоит обращать внимание и на рабочую скорость. При выборе круга для высокой скорости вращения необходим усиленный конструкционный дизайн. Но следует помнить, что максимальная скорость, указанная в маркировке, не должна превышаться во время шлифовки.

Также важным параметром является площадь шлифовальной поверхности между обрабатываемым объектом и кругом. Если эта площадь достаточно велика, следует отдавать предпочтение мягким связкам с крупной зернистостью. Это позволит обеспечить необходимый доступ воздуха, охладить место контакта и снизить давление на единицу площади, что упростит процесс обработки. Напротив, для небольших площадей целесообразно использовать более твёрдые модели с мелкими размером зёрен, как наждака, так и алмаза.
Также следует учитывать мощность станка. Обычно для более мощных агрегатов используются твёрдые шлифовальные круги.
Использование шлифовальных кругов позволяет эффективно обрабатывать поверхности, придавая им гладкость или шероховатость в зависимости от требований. Правильный выбор и аккуратное применение гарантируют достижение нужного результата без лишних усилий.
Классификация шлифовальных кругов по зернистости
Технические характеристики шлифовального круга в значительной степени зависят от степени его зернистости.
Классификация по зернистости

Степень зернистости определяет объём снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов позволяет обрабатывать крупногабаритные металлические трубы. При этом, для обработки древесины используют инструменты с более низкой степенью зернистости.
Шлифовальные круги с разной степенью зернистости предназначены для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании с торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты необходимы для работы на станках с высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твёрдых сплавов;
- обработки закалённых сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги становятся необходимыми, если к обработке предъявляются высокие требования к точности профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
В связи с тем, что на рынке представлены инструменты различных видов, включая образцы предыдущих лет, обе классификации шлифовальных кругов по зернистости остаются актуальными и по сей день.
Таблица зернистости шлифовальных кругов по старым и новым стандартам
Обозначение по ГОСТ 3647-80
Обозначение по ГОСТ
9206-80 (алмазные порошки)
Обозначение для абразивных материалов, исключая гибкие образцы
Средний размер в мкм
Правильная классификация зернистости шлифовальных кругов поможет выбрать надлежащий инструмент, что в конечном итоге определит общее качество выполняемой работы.
Маркировка инструментов
Качество формируемой поверхности прямо связано со степенью зернистости абразивов.
Зерно может принимать форму сростков или мелких осколков произвольной формы, также производятся образцы, где зерно имеет форму кристаллов.
Зерно шлифовального круга обладает тремя основными параметрами:
Но в большинстве классификаций специалисты ориентируются в первую очередь на ширину, как на определяющий параметр. Размер зерна шлифовального круга влияет на количество материала (металла или другого), который снимается за один проход, а также на общую производительность шлифовки.
Детальная маркировка шлифовальных кругов включает в себя такие характеристики:
- тип;
- размер;
- вид абразивного материала;
- степень твердости;
- номер зернистости;
- структура;
- максимальная скорость обработки;
- характер связки;
- уровень точности;
- степень неуравновешенности.
Следует отметить, что ГОСТ зернистости шлифовальных кругов представлен в различных редакциях. Это касается в основном обозначений зернистости и марок абразивов. Поскольку производители иногда используют свои собственные системы маркировки, на рынке можно встретить как новые, так и старые обозначения.
Что касается маркировки шлифующих материалов, то она формируется из определённой комбинации букв и цифр. Согласно стандартам ГОСТ 28818-90, нормальный электрокорунд получил в профессиональной среде следующие обозначения: 12А; 13А; 14А; 15А.
Расшифровка зернистости шлифовальных кругов достаточно проста и понятна специалистам. Суть заключается в следующем: чем выше числовое значение в префиксе, тем лучше качество шлифующего материала. Это говорит о том, что максимальная прочность достигается за счёт минимизации лишних примесей, что, в свою очередь, влияет на увеличенный коэффициент режущей способности материала. Подобрать подходящую зернистость шлифовального круга можно, перейдя в наш каталог.
Скорость вращения
Качество обработки во многом зависит от скорости вращения шлифовального круга. Обычная скорость составляет до 50 м/с, а высокая – более 50 м/с. Последний вариант выбирают в ситуациях, требующих высокой точности обработки. Выбор скорости вращения абразивного круга зависит от ряда факторов:
- технические характеристики используемого оборудования или инструмента;
- материал, из которого изготовлена заготовка (прочность и гибкость);
- прочность самого шлифовального круга.
Максимальная скорость вращения круга указана на его маркировке и может варьироваться в зависимости от типа и назначения насадки.
Класс неустойчивости/неуравновешенности
Эта характеристика определяет неуравновешенность массы и зависит от точности геометрии, однородности консистенции абразивной массы, а также качества изготовления круга. Шлифовальные круги разделяются на классы в зависимости от этого показателя: 1, 2, 3, 4.
Разные шлифовальные материалы подразделяются также по цене и качеству. При выборе кругов рекомендуется отдавать предпочтение продукции известных и надёжных торговых марок.







