Методы холодной аргонной сварки чугуна располагают несколькими альтернативными подходами. Ключевое отличие этих методов заключается в использовании медных или никелево-стальных электродов с малым диаметром.
Сварка чугуна аргоном: способы, выбор присадки, технология
Чугун находит применение в литье различных форм, матриц, компонентов станков, а также блоков для поддержания канатов в подъемной технике. Когда в таких изделиях возникают трещины или обломы, требуется их ремонт. Наилучший способ сварки чугуна – это метод аргонодуговой сварки (TIG). В данном обзоре мы детально рассмотрим, какое оборудование и расходные материалы необходимы, как подготовить детали и как выполнить сам процесс аргоновой сварки чугуна.
Многие сварщики избегают сварки чугуна ввиду его трудносвариваемости. При формировании сварного шва из-за особенностей материала возникает множество дефектов, и бывает необходимо переделывать работу несколько раз. Поэтому важно рассмотреть характеристики чугуна, чтобы быть готовым к возможным сложностям.
Виды чугуна
Чугун представляет собой сплав железа с углеродом, при этом минимальное содержание углерода составляет 2,14%, а также может включать различные примеси, такие как кремний, марганец, сера и фосфор.
Из-за высокого содержания углерода металл становится твердым, но хрупким и непрочным. Углерод может находиться в форме цементита или графита, и тип углерода определяет сорт чугуна. Классификация чугуна выглядит следующим образом:
- Белый – очень хрупкий, содержит ледебурит, но не содержит графита (присутствует только цементит).
- Высокопрочный – содержит графит в форме сфероидов.
- Ковкий – создается с использованием графита в хлопьях и длительного отжига, обладает высокой прочностью и ударной вязкостью.
- Серый – включает графит в виде пластин, чаще всего используется в литейном производстве.
- Половинчатый – имеет в составе и графит, и ледебурит.

Металлу приписываются характеристики, такие как жаростойкость, износостойкость и коррозионная стойкость. Легирование медью и другими элементами может улучшить некоторые свойства. Температура плавления чугуна варьируется от 1147 до 1538 ⁰С, и во время сварки чаще всего работа ведется со сплавами, плавящимися при 1500 ⁰С.
Свариваемость чугуна и другие характеристики
Сварка чугуна представляет собой более сложный процесс, чем сварка обычной малоуглеродистой стали. Сварщики часто сталкиваются с следующими дефектами:
Поры
Во время сварки углерод, находящийся в сварочной ванне, может сгореть, высвобождая газы и образуя поры, которые приводят к негерметичности шва и его ослаблению. Жидкий металл может вступать в реакцию с атмосферным азотом, водородом и водяными паром, что требует надежной защиты сварочной ванны от окружающей среды.
Трещины
Пониженная теплопроводность металла приводит к значительному нагреву сварочной зоны, в то время как соседние участки остаются холодными. На границе шва может образоваться легкосплавное соединение железа и сульфида железа, вызывающее температурные перепады, напряжения и, как следствие, трещины. Эти дефекты могут возникать постепенно, и по мере остывания можно услышать звуки треска, что указывает на образование повреждений.
Непровары
При сварке наблюдается активное выгорание кремния, что приводит к образованию оксидов с высокой температурой плавления. Эти оксиды препятствуют нормальному процессу сварки.
Деформации конструкции
Интенсивные внутренние напряжения от нагрева могут вызвать перекосы, перекручивание и иные деформации. Попытки механического выравнивания деталей высока вероятность того, что шов треснет из-за его хрупкости.
Чем и как сваривать чугун, применяя технологию TIG

Сварка чугуна с использованием неплавящегося электрода в среде инертного газа (технология TIG) может осуществляться холодным или горячим методом. При холодном способе сварщик сразу приступает к работе, а при горячем – деталь предварительно нагревается до 600 ⁰С. Это позволяет равномерно распределить тепло, уменьшить деформации и гарантировать нормальную кристаллизацию металла, что приводит к прочной молекулярной структуре. Таким образом, для изделий, не подверженных высоким нагрузкам, можно использовать холодный метод, а для ответственных деталей обязательно необходим предварительный подогрев.
Важно помнить, что после сварки чугун необходимо медленно охлаждать. Это позволит предотвратить появление трещин и деформаций. Изделие можно оставить в горниле, засыпав золой, или крупные заготовки, засыпав песком, что поможет сохранить тепло и prolong период остывания.
Необходимое оборудование и инструменты
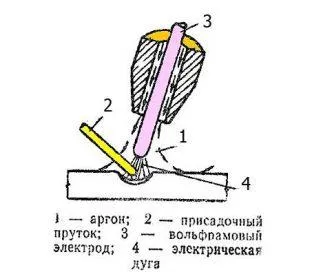
Для сварки чугуна требуется инвертор TIG, который обеспечивает постоянный ток. При этом переход на переменный ток здесь не требуется, что позволяет сэкономить. Работа производится с аргоновой горелкой, создающей электрическую дугу между неплавящимся вольфрамовым электроды и изделием, к которому подключена масса. Важно защитить сварочную ванну инертным газом, который подается через сопло горелки. Для этого вам понадобится аргоновый баллон, редуктор с манометрами и газовый шланг.
Основные инструменты для сварки чугуна включают:
- ручно запускаемая болгарка с зачистным кругом для разделки кромок и обработки шва;
- угольник для точного выставления двух сторон на плоскости;
- струбцины для предотвращения смещения заготовок до прихвата;
- металлическая щетка для очистки шва и проверки наличия дефектов после сварки;
- рулетка для точной установки диагоналей на больших деталях;
- треугольный напильник для удаления пор и непровара в шве;
- молоток для легкой коррекции заготовок в случае ее несоответствия.
Для защиты следует использовать сварочную маску – предпочтительно хамелеон, перчатки, куртку. Хотя чугун не сильно «плюет» во время сварки, закрытые руки все же оберегут вас от ожогов, вызванных УФ-излучением от дуги.
Особенности и трудности
Сварка чугуна аргоном осуществляется с использованием нескольких методов, каждый из которых имеет свои сложности из-за физико-химических свойств этого металла.
Рассмотрим более подробно особенности и трудности сварочного процесса.
- Перегрев заготовок – во время сварки зона около шва легко подвергается плавлению, поскольку чугун имеет низкую температуру плавления. Высокая температура сварочной дуги может привести к образованию трещин различной глубины в соседних участках. Эти трещины сложно устранить даже при шлифовании, поэтому важно предотвратить перегрев, заранее прогревая заготовки и обеспечивая медленное охлаждение деталей.
- Повышенная пористость шва – во время сварки на поверхности чугуна выделяется значительное количество углерода, что может привести к пористости. Углерод не виден в процессе, но после охлаждения он вытесняется кислородом, и поры становятся очевидными. Для защиты от пористости можно использовать флюс в порошковом состоянии и добавлять специальные компоненты в сварочный материал для снижения образования пор.
- Высокая текучесть чугуна – это может привести к прожигу, когда расплавленный металл выходит наружу с другой стороны заготовки. Для предотвращения этого эффекта применяют прокладки из графита, которые помогают создать плотный и прочный шов, сохранив целостность заготовки.
Аргонная сварка высокоуглеродистых чугунов допускает использование сварочных аппаратов с небольшой фазой тока.
Эта техника снижает глубину проникновения сварочной дуги в материал, что минимизирует физико-химические изменения, возникающие в результате воздействия высоких температур. Уменьшение тока также способствует снижению напряжения в сварочном шве, что помогает поддерживать прочность металла.
Методы сварки
Сварка чугуна в аргоне может выполняться как холодным, так и горячим методом.
Горячий метод
Горячая сварка предполагает соблюдение необходимого температурного режима. Важно обеспечить равномерный прогрев рабочей зоны, где будет проводиться сварка, а также контролировать постепенное охлаждение – это ключевые факторы успешного сварочного процесса. Это объясняется тем, что пластичность чугуна ниже, чем у стали, и неправильный температурный режим может привести к дефектам, угрожающим прочности как шва, так и самого металла в его непосредственной близости.
Предварительный нагрев заготовок перед сваркой способствует высвобождению графита и повышает пластичность порошковой основы флюса.
Используя графитовые электроды и прочие добавки, такие как порошковая проволока или тонкие стальные пластины, можно добиться однородного и равномерного соединения, аналогичного желаемому составу основной заготовки.
После завершения сварки для достижения высококачественного стыковочного шва необходимо обеспечить плавное и медленное остывание области сварки. В то время как сталь может остывать под воздействием воды, чугун может треснуть. Даже если будет выполнено медленное охлаждение, нет полной гарантии, что это предотвратит образование трещин. Чтобы избежать растрескивания, чугунное изделие покрывают специальным экзотермическим составом, который эффективно изолирует поверхность от быстрого охлаждения. В домашних условиях можно использовать чистый и сухой мелкий песок.
Холодный метод
Холодный способ подразумевает отсутствие предварительного прогрева зоны сварки. Этот метод позволяет сэкономить как время, так и средства.
Методы холодной аргонной сварки чугуна включают различные подходы, главным образом возникающие из использования медных или никелево-стальных электродов с малым диаметром.
Эти электроды обладают сниженным содержанием углерода. В свою очередь, это помогает избежать пористости сварного шва, вызванной поднимающимися пузырьками углерода.
Сварка чугуна аргоном: особенности и технологии
Чугун представляет собой один из наиболее распространенных конструкционных сплавов на основе железа, содержащим значительное количество углерода. Чугунные компоненты широко используются в машиностроении, коммунальных службах, а также в производстве домашней и садовой утвари. Но сварка чугуна – относительно сложный процесс в сравнении с другими меткалами, такими как сталь. Это связано с рядом технических особенностей чугунных сплавов и их химическим составом. Сложности в технологии сварки во многом преодолеваются при использовании защиты газовой среды (аргона).
Содержание углерода в чугунном сплаве колеблется от 2 до 7%, что в десятки раз превышает его концентрацию в сталях. Это и создает трудности при сварке, так как многие традиционные сварочные методы не эффективны. Использование аргонодуговой сварки в инертной атмосфере позволяет минимизировать риски и обеспечить крепкий и надежный сварной шов.

Углерод отвечает за прочность и жесткость сплавов на основе железа, однако, он же вносит хрупкость в материал, снижает теплопроводность и понижает температуру плавления. В сочетании с образованием углеродных зерен, которые окисляются при перегреве, приводя к образованию угарного или углекислого газа, что становится причиной пор, все эти недостатки ухудшают качество сварки и усложняют процесс. Даже при использовании аргона, эти проблемы значительно влияют на сварку чугуна.
Рассмотрим основные особенности чугуна, которые усложняют процесс его сварки, включая защитную среду аргона.
- Легкоплавкость – температура плавления чугунных сплавов значительно ниже, чем у стали, на 300°С. Это приводит к слишком быстрому расплавлению и растеканию металла, что затрудняет удержание рабочей ванны расплава.
- Трещинообразование – низкая теплопроводность чугуна также отрицательно влияет на сварку даже в аргоновой среде, так как тепло распределяется неравномерно, что может вызвать раскол кристаллической решетки. Это особенно критично, если на свариваемых краях заготовок уже имеются трещины.
- Пористость – выгорание углерода, даже с аргоном, защищающим от кислорода, может вызвать образование микропустот, что резко снижает прочность и увеличивает риск трещинообразования.
- Отбеливание – такое явление возникает при неверной термической обработке, что ведет к превращению серого чугуна в белый, из-за изменения кристаллической решетки и выгорания углерода с образованием цементита. Если резко охладить заготовку с 750°С до комнатной температуры, это приведет к образованию белого чугуна, который плохо поддается обработке.
- Тугоплавкие оксиды– еще одна проблема, мешающая сварочным работам, а также дальнейшей обработке шва. Сварка в инертной аргоновой среде снижает количество таких оксидов за счет ограниченного доступа кислорода.
Способы аргонной сварки чугуна
- Горячая сварка в защитной среде аргона. Это наиболее эффективный, но и самый сложный метод, почти недоступный для выполнения в домашних условиях. Заготовка предварительно нагревается до температуры около 600°С, что значительно усложняет применение горячей технологии сварки в обычных условиях. Горячий метод помогает избежать резких температурных перепадов и трещинообразования. Аргон защищает расплав от окислительного воздействия кислорода.
- Полугорячая сварка. Этот метод отличается менее высокой температурой нагрева заготовки (300-450°С), что упрощает сварочные работы. При сварке полугорячим методом графитизация достигается за счет добавок в флюс. Это позволяет избежать отбеливания чугуна и значительно снижает риск возникновения пор и трещин.
- Холодная сварка. Это метод используют только в экстренных случаях, когда нужно быстро выполнить подварку или наплавку. При этом заготовка не нагревается, что приносит практически все вышеописанные риски.
Сварка в аргоновой среде – сложный технологический процесс, который может осуществляться только опытными сварщиками. Особенно это актуально для работы с материалом как чугунные сплавы различных марок.
Аргонная электродуговая сварка деталей и прочих изделий из чугуна производится с использованием автоматических или полуавтоматических аппаратов с подачей инертного газа аргона в рабочую зону. В некоторых случаях допустимо использование ручных или более сложных роботизированных установок.

Для аргонной TIG-сварки чугуна необходимо использовать вольфрамовые электроды и присадки, соответствующие требованиям сварного шва. Чтобы увеличить пластичность шва, можно использовать никелевую присадку, а для повышения прочности – медную. При необходимости, для достижения баланса между твердостью и пластичностью, применяют медно-никелевые припои. Диаметр прутка должен составлять примерно половину толщины заготовок.
При сварке чугуна в инертной среде применяют двухкомпонентную проволоку, представляющую собой металлическую трубку, внутри которой находится флюс, предназначенный для предотвращения выгорания углерода и превращения серого чугуна в белый. Для горячей сварки используют припой ППЧ-1, для полугорячей – ППЧ-2, для холодной – ППЧ-3.
Процесс аргонодуговой сварки чугуна является сложным и требует высокой квалификации сварщика, применения дорогостоящего оборудования, а также установок для предварительной подготовки кромок заготовки. Это делает целесообразным доверять такие работы только профессионалам в условиях специально оборудованных цехов.
Сварка чугуна аргоном

Несмотря на современные технологические достижения, сварка чугуна аргоном по-прежнему представляет собой сложную задачу. Тем не менее, этот материал обладает хорошими свойствами для машиностроения, что способствует его широкой применимости. Углерод в нем варьируется от 2 до 6%, что значительно выше, чем в большинстве других сплавов, в которых этот показатель составляет приблизительно 10 раз меньше. Среди всех доступных летаргичных методов, сварка чугуна в аргоновой среде является наиболее качественным способом создания неразъемных соединений. Конечно, существуют свои особенности, включая предварительное нагревание металла перед сваркой. Применяются специализированные неплавящиеся электроды из вольфрама и особые присадки, дополняющие нужное содержание углерода для получения максимально идентичных соединений основному металлу. Аргон создает защитную среду для сварочной ванны, препятствуя негативному воздействию атмосферного кислорода и других посторонних факторов. Параметры процесса должны соответствовать стандартам, установленным ГОСТ 14771-76.

Сварка чугуна аргоном
Особенности свариваемости чугуна и его свойства стоят на первом месте.
- Высокая скорость охлаждения металла приводит к эффекту отбеливания. В процессе этого на поверхности материала образуется слой белого чугуна, который не поддается дальнейшей обработке.
- Металл обладает низкими пластическими свойствами, что вызывает перенапряжения мест сварки, формируя трещины, которые могут возникнуть не сразу, а спустя несколько часов после завершения обрабатывающего процесса.
- Выгорание углерода от нагрева создает окись углерода, способствующую образованию пор на поверхности и внутри шва.
- Хрупкость материала вызывает множество проблем при сваривании отдельных частей.
Методы
Сварка чугуна аргоном может проводиться различными способами. Основное различие здесь заключается в том, какой инструмент использовать при сварке. Выделяются неплавящиеся электроды и присадочные проволоки, состав которых может варьироваться в зависимости от целей сварного соединения.

Использование неплавящегося вольфрамового электрода не так удобно, как применение плавящегося материала, и не позволяет подавать материал в процессе сварки, если между соединяемыми деталями есть зазор. В этом случае сваривание следует производить только в стык. Однако этот метод обеспечивает необходимую температуру для достижения глубины проваривания.
Последовательность действий
Сварка чугунных изделий аргоном — распространенный метод, который сводит риск растрескивания соединенных частей к минимуму. Работа осуществляется с использованием вольфрамового электрода, что значительно уменьшает количество образующегося шлака в ходе процесса. Аргонная сварка чугуна особенно актуальна в авторемонте, когда требуется работать с деталями из данного материала.
В дополнение к неплавящемуся вольфрамовому электроду, могут использоваться присадочные прутки из никеля. Их иногда заменяют на бронзовые или алюминиевые, что обычно объясняется их низкой ценой. Тем не менее, если деталь, полученная после сварки, будет подвергаться термическому воздействию, использование бронзы или алюминия противопоказано!
Существуют обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения вероятности появления трещин;
- уменьшенные параметры тока;
- нанесение шва осуществляется короткими участками;
- каждый шов должен простукиваться для снятия остаточных напряжений;
- по завершении сварки деталь должна остывать естественным образом, медленно и равномерно.
Присадочные материалы имеют длину 60-70 см и диаметр от 6 до 15 мм. Сварка чугуна аргоном считается наилучшим методом для обработки этого материала, так как газ защищает сварочную ванну от доступа внешнего воздуха, в то время как шлак не образуется (что очень важно, учитывая склонность чугуна к этому процессу).
При подготовке к работе следует следовать этой последовательности действий:
- первоначально включается сварочный аппарат;
- принимается присадочный материал, который подается на поверхность (участок для сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняются короткие швы вместо одного достаточно длинного;
- каждый следующий шов претерпевает простукивание;
- после завершения формируется шов, и детали охлаждаются в естественных условиях;
- при необходимости удаляются сварочные брызги и шов обрабатывается наждачной бумагой, УШМ или металлической щеткой.
Вольфрам отличается высокой температурой плавления, что позволяет ему сохранять целостность и не плавиться даже при интенсивном нагреве.
Полезные советы

Хотя строгое следование вышеуказанному плану не гарантирует получения ожидаемых результатов, все же существуют несколько полезных рекомендаций от опытных сварщиков:
- в домашних условиях допускаются различные способы предварительного нагрева деталей;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком для снятия напряжений должны быть осторожными, чтобы избежать растрескивания детали.
Высокое качество получаемого соединения – основная причина популярности аргонной сварки чугуна. При достаточном опыте процесс сварки становится быстрым, а использование никелевых присадочных прутков вместо бюджетных бронзовых или алюминиевых материалов ведет к получению высококачественного соединения. Проблемы, связанные с физическими и химическими характеристиками чугуна, значительно уменьшаются в процессе сварки в аргоновой среде. Однако этого можно достичь только при соблюдении ряда условий.
Если вы нашли что-то, о чем мы не упомянули в обсуждении сварки чугуна, не стесняйтесь делиться своими мыслями в комментариях.







