Плашки устанавливаются в специальный паз в патроне приводного вала станка. Рабочая скорость в этом случае составляет:
Процесс нарезания резьбы на токарном станке
Широко известным и универсальным методом металлообработки является нарезание резьбы на токарном станке. Этот технологический процесс осуществляется с помощью специальных токарных резцов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных деталей. Качество нарезания резьбы зависит от качества резьбы.
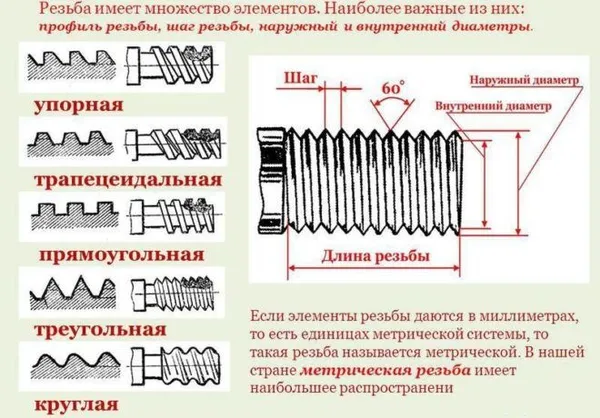
Профили резьбы
Форма заготовок может быть цилиндрической или конической, в зависимости от типа поверхности. Резьба бывает наружной (на поверхности) или внутренней (в отверстии заготовки). Тип резьбового соединения зависит от профиля резьбы.
Существует пять типов профилей:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Существуют однозаходные и многозаходные резьбы:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основными характеристиками обоих типов резьбы являются шаг и резьба. Основными характеристиками шага резьбы являются: Шаг резьбы — это расстояние между ближайшими витками резьбы, которое измеряется по центральной линии заготовки. Шаг резьбы — это расстояние между двумя вершинами резьбы на рабочей поверхности заготовки. Ход равен произведению шага резьбы на число начальных витков.
Методы получения
Существует два основных метода изготовления резьбы. Их можно разделить на нарезание и накатывание резьбы. Для внутренней и наружной резьбы также используются разные методы.
Например, для нарезания наружной резьбы на резьбонакатных станках используются различные плашки, резцы и долбяки или ролики.

При выборе того или иного процесса необходимо учитывать желаемый профиль резьбы, характер материала, требуемый объем и точность.
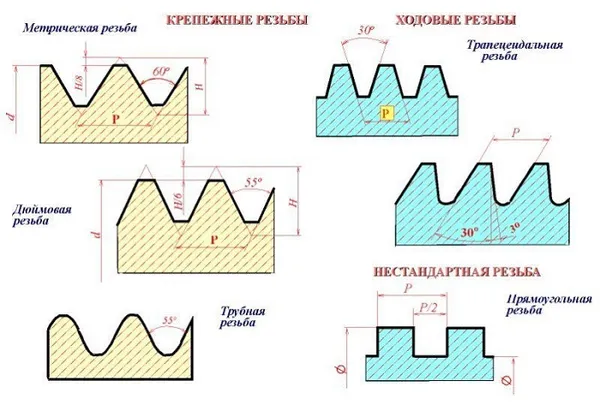
Классификация
Существует множество типов резьбы. Они различаются по форме профиля, положению, шагу резьбы, углу наклона и многим другим параметрам.

В зависимости от формы профиля резьбы, резьба может быть
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
по начальному направлению
по положению
- Наружная (как у болта).
- Внутренняя (как у гайки).
В соответствии с поверхностью, на которую навинчивается резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Способы нарезки
Двигаясь вдоль оси вращения, фреза оставляет в заготовке спиралевидную канавку. Одной из ее основных характеристик является угол атаки (анод). Угол между воображаемой осью, проходящей через спиральную канавку, и плоскостью, перпендикулярной оси вращения заготовки, рассчитывается как функция величины привода резака и скорости движения (передачи). Шаг резьбы измеряется по мере ее перемещения вдоль оси разрезаемой заготовки.
В конце резец забирает канавку, заказанную клиентом. Если нарезается несколько канавок (пусков), то все они располагаются в равномерном спиральном углублении. Примером множественной резьбы являются ПЭТ-бутылки и соответствующие им пластиковые крышки, например, для подсолнечного масла. Крышки бутылок отличаются от гаек и болтов тем, что резьба в первых мелкая и содержит не более одного витка.
Ход одиночной резьбы соответствует ее шагу, тогда как в многозаходной резьбе он зависит от числа совпадающих, но независимых витков. Изготовление режущего инструмента для однозаходной и многозаходной резьбы регламентируется стандартом ГОСТ 18876-1973. Этот же ГОСТ определяет нарезание метрической, а не дюймовой резьбы. Согласно этим стандартам, режущие инструменты изготавливаются призматическими, ребристыми и круглыми.
Наружную резьбу нарезают изогнутым резаком, внутреннюю — прямым и изогнутым резаками, закрепленными на рабочем шпинделе. Вершина резака совпадает с профилем оставляемой винтовой канавки. Призматические резаки делятся на однопрофильные и многопрофильные.
В дополнение к этим двум вариантам, дисковый тип также доступен как отдельный инструмент для внутренней резьбовой канавки.
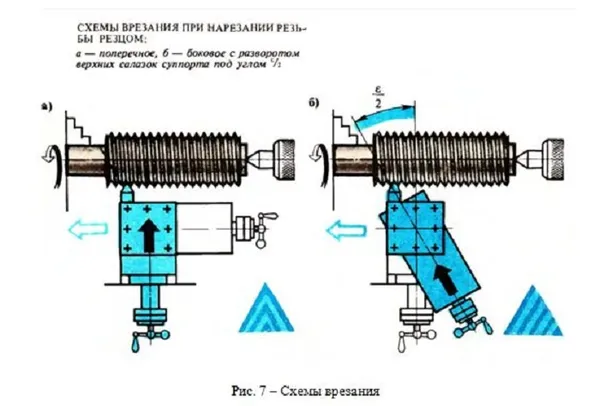
Резцами
В этом варианте снова учитываются следующие параметры. Передний угол фрезы определяется параметрами материала, из которого изготовлена заготовка. Значение угла варьируется в пределах от 0 до 250 градусов. Если канавка обрабатывается в нелегированной стали со средним или низким содержанием углерода, то передний угол равен нулю. Чем выше легированность стали, тем больше угол, но обычно не более 100 градусов.
Чем выше ударная прочность стального сплава, тем выше твердость и хрупкость, что в свою очередь снижает цену. Если для хрупких сплавов оставить угол намного больше нуля, в заготовке появятся сколы и трещины. Недопустимо использовать фрезу, профиль режущих кромок которой хоть немного отклоняется от паза, который понадобится в дальнейшем.
Углы на задней и боковых сторонах фрезы должны быть такими, чтобы режущие зубья и выступы не терлись о внутреннюю поверхность канавки только что изготовленного винта. Даже если в качестве рабочего материала используется карбид вольфрама или быстрорежущая сталь особой твердости, истирание режущих кромок постепенно приведет к затуплению острых кромок и повреждению фрезы.
Значения этих углов устанавливаются одинаковыми с обеих сторон. Если угол возвышения, от которого зависит хорошее состояние нити, меньше 4 градусов, то углы на изнанке должны быть установлены на значение между 3 и 50. Если угол больше 4 градусов, то соответствующие углы устанавливаются на значение от 6 до 8 градусов.
Инструмент для нарезания резьб
Устройство для нарезания резьбы. Резьба нарезается на наружной поверхности с помощью режущего инструмента. Они выполнены в форме гайки. Они имеют отверстия для размещения режущих элементов и отклонения отходов. Режущий инструмент имеет режущие элементы с каждой стороны, которые образуют упорный конус (угол 20⁰-30⁰). В средней части имеется зона калибровки.
Штамп крепится к хомуту с помощью винтов. После каждого поворота штампа его необходимо отворачивать на одну треть окружности. Это необходимо для очистки отверстий от мусора и получения хорошей поверхности резьбы. Метчик. Метчик используется для открытия внутренней резьбы. Он имеет режущие кромки, образованные продольными или спиральными канавками. Канавки образуют режущие поверхности на зубьях. Рабочая зона метчика образует зону упора и зону метра. Винтовая зона также называется зоной резания. Она имеет коническую форму, а зенкование происходит постепенно.
Различают ручные, машинные и ключевые метчики. Ручные метчики выпускаются в виде отдельных метчиков и наборов для черновой и чистовой обработки резьбы. Набор также состоит из 3 метчиков. Они различаются по количеству круговых меток на хвостовике (1 — для черновой, 2 — для предварительной и 3 — для чистовой). Метчик для черновой обработки имеет самую большую часть хвостовика. Метчики имеют квадратный хвостовик для передачи рабочего усилия метчика. Метчики делятся на метчики со сквозным и глухим отверстием. Метчики изготавливаются с прямым или изогнутым хвостовиком. Фрезерная фреза. Резьба нарезается концом инструмента, закрепленного на ползуне, когда он приводится в движение относительно вращающейся заготовки. Шаг резьбы, образуемой резцом, равен расстоянию между вершинами соседних выступов на оси заготовки. Резьбонарезные инструменты имеют конструктивное исполнение:
- цельными (изготавливают из быстрорежущей стали или твердого сплава);
- с напаянными пластинами из твердого сплава (ГОСТ 18885–73);
- сборными с мехкреплением СМП (сменных многогранных пластин).
Метчик с наконечником или сменной многоугольной пластиной (SMB) должен иметь углы резания, обеспечивающие подходящий профиль резьбы. Такие резцы используются для сверления метрической и трапецеидальной резьбы. Резцы SMR используются в токарных центрах с ЧПУ, которые могут обеспечить требуемые условия резания и готовую заготовку за один цикл (обрабатывающие центры). Для обеспечения качества резьбы при нарезании резьбы обязательно применение СОЖ (эмульсия, сульфофрезол и другие). Марки быстрорежущей стали для резцов: Р6М5К5, Р6М5, Р9М4К8, Р9К5, Р12Ф3, Р9М4К8.
Используемое оборудование
Нарезание резьбы производится вручную или на токарно-винторезном станке. При нарезании вручную используются тиски и такие инструменты, как плашки и метчики. Нарезание резьбы на токарно-винторезном станке 16К20 производится резцами, метчиками, плашками и другими инструментами. Они используются для нарезания наружной и внутренней резьбы.
В блоке управления станка 16К20 имеется панель с позициями поворотных ручек для установки нужного шага резьбы. Настройка режимов обработки позволяет получить деталь высокого качества. Технология использования фрезы предусматривает:
- правильную его заточку;
- настройку режимов работы станка;
- правильную установку резца по центру детали с использованием приспособления — шаблона;
- замер полученных размеров резьбовыми шаблонами или калибрами.
При нарезании резьбы не должно быть зазубрин, осколков, растрескавшейся резьбы и опасностей. Специальные приспособления или резьбонарезные головки с отдельным приводом расширяют функциональные возможности токарных станков. Токарные станки с вращающимися револьверными головками повышают производительность обработки за счет сокращения времени смены инструмента.







