Существует два метода соединения медных фитингов. Какой бы вы ни выбрали, вам не нужно использовать точный флюс, так как при плавлении металла не происходит бурной реакции с кислородом.
Пайка медных труб: технологические особенности и ход работы
В то время как сталь обычно сваривают, медь лучше всего соединять пайкой. При желании даже новичок может сварить медь, чего нельзя сказать о сварке. Сварка при низких температурах не повреждает структуру и мало влияет на свойства металла, к тому же нет необходимости покупать дорогостоящее оборудование, которое обычно трудно найти. Самое главное, сварные соединения надежны и термостойки, что положительно сказывается на отоплении. При желании можно своими руками соорудить водопроводную систему, которая прослужит долгие годы.
Виды медных труб
Медные трубы могут быть отожженными или неотожженными.
- Отожженные трубы вторично нагревают до 700 градусов, именно это возвращает им эластичность. Такой вид труб более дорогой по сравнению с неотожженными. Из недостатков выделяют их ломкость, из-за нагрева стенки трубы становятся тоньше.
- Неотожженные медные трубы прочные и далеко не ломкие, но гибкими их назвать нельзя. При разводке такие трубы разрезают на небольшие куски и используют только совместно с фитингами.
Последовательность подготовки и проведения операций пайки
Как соединяются медные трубы с помощью сварки? Ниже приводится руководство по сварке медных труб, охватывающее все детали этого процесса. Однако для получения удовлетворительных, непрерывных сварных швов необходимо соблюдать последовательность подготовки и проведения работ.
Последовательность процесса основана на стандарте ASTM B 828 и состоит из следующих этапов подготовки и задач:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
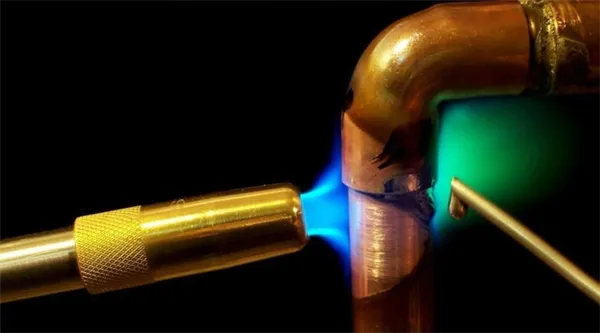
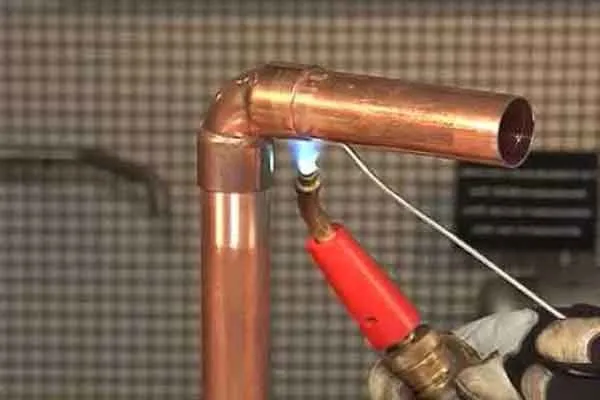
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Инструкция пайки медных труб и фитингов
Сварочные инструкции используются для выполнения водонепроницаемых сварных соединений между трубами и фитингами из меди и медных сплавов как в мастерской, так и на стройплощадке.
Для получения высококачественного сварного соединения необходимы навыки и знание инструкций. Поэтому следуйте инструкциям по сварке, в первую очередь при пайке мягким припоем.
Подготовительная часть: измерение медной трубы и резка
Длина каждого отрезка медной трубы должна быть точно измерена. Следует подчеркнуть, что неточные измерения рискуют ухудшить качество соединения. Если медная труба слишком короткая, т.е. не доходит до дна чашки фитинга, такое соединение считается непригодным.
И наоборот, если отрезок медной трубы слишком длинный, существует риск деформации соединения, что отрицательно сказывается на сроке службы сварного соединения. Это особенно подчеркивается в инструкциях по сварке.

Медная труба отрезается до определенной длины. Отрезать можно различными способами, следя за тем, чтобы отрезанный конец находился точно под прямым углом. Рекомендуется резать медную трубу дисковым ножом. Допускается также использование коврового ножа:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
При резке медных труб необходимо следить за тем, чтобы не деформировать стенки.

Инструкция пайки: развёртывание области отреза
Необходимо раскрыть обрезанные концы медной трубки до полного внутреннего диаметра, удалив таким образом крошечные заусенцы, которые неизбежно возникают при резке.
Если грубый внутренний край не удален при сверлении, существует риск коррозии из-за локальной турбулентности и повышенной локальной скорости потока в трубке.
Хорошо обработанный участок медной трубки обеспечивает гладкую поверхность для движения среды внутри. Внешняя часть отрезанного участка медной трубки также должна быть очищена от заусенцев после резки для обеспечения правильного сочленения с оболочкой фитинга.
Для ослабления концов труб используются следующие инструменты:
- полукруглые или круглые напильники,
- карманный складной нож,
- другой подходящий инструмент удаления заусенцев.
При работе с мягкими (отожженными) медными трубками следует соблюдать осторожность, так как существует риск деформации торцевой поверхности медной трубки из-за больших усилий.
В случае непреднамеренной деформации мягкой медной трубки округлость может быть восстановлена с помощью калибровочного инструмента — заглушки и калибровочной втулки.
Инструкция пайки: очистка области пайки
Удаление окислов и поверхностных загрязнений с кромок (пересечений) медных труб и монтажных фитингов имеет решающее значение для правильного распределения сварного шва в зоне соединения.
Типы медных фитингов под пайку
В целом, существует более двух десятков различных фитингов для медных труб, при этом наиболее часто используются три типа:
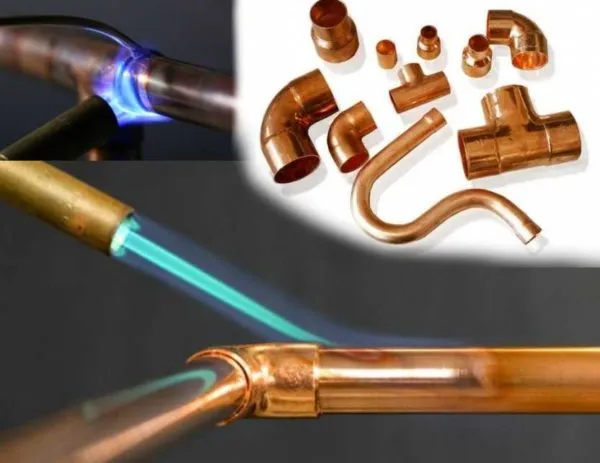
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Количество используемых фитингов можно свести к минимуму — медь можно сгибать, уменьшая количество необходимых углов. При желании можно обойтись и без пресс-форм: Один конец трубок можно развальцевать (с помощью расширителя), чтобы можно было вставить трубку, оставив зазор (около 0,2 мм) для ввода припоя. При расширении трубки должны перекрываться минимум на 5 мм, желательно больше.
Что трудно не заметить, так это точки. Существуют приспособления для отклонения — дефлекторы, но они профессиональные и очень дорогие. Поэтому в данном случае дешевле и проще обойтись банками.
Насадки бывают двух типов — обычные, с прорезями, которые создают необходимый вакуум для потока клея. Клеевой материал вводится в зону сварки вручную. Существуют насадки со встроенной сваркой.
Расходные материалы и инструменты
Помимо труб и фитингов, вам также понадобятся горелка, клей и флюс — для самой сварки. Перед началом работы вам также понадобится станок для гибки труб и несколько мелких деталей для обработки.

Припой и флюс
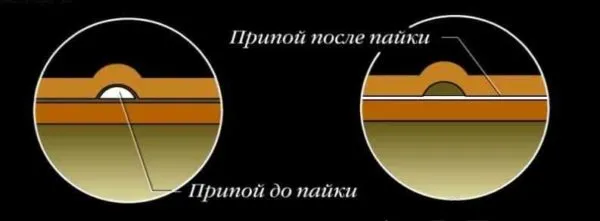
Сварка всех типов медных труб производится с использованием флюса и припоя. Паяльный сплав обычно представляет собой сплав на основе олова с определенной температурой плавления, но обязательно ниже, чем у меди. Он вводится в зону сварки, нагревается до жидкого состояния и поступает в шов. После охлаждения образуется плотный и прочный шов.
Для хобби-сварки медных труб своими руками подходят сварочные сплавы на основе олова с серебром, висмутом, сурьмой и медью. Лучшие составы — с серебром, но они самые дорогие, лучшие — с добавлением меди. Есть также те, что содержат свинец, но их нельзя использовать в сантехнике. Все эти виды припоя обеспечивают хорошее качество шва и легко свариваются.

Мягкий припой продается в небольших катушках, твердый — в пакетах и режется на куски.
Перед началом сварки шов обрабатывается флюсом. Флюс — это жидкое или пастообразное вещество, которое обеспечивает затекание расплавленного клея в шов. Выбор здесь невелик: Подойдет любой флюс для меди. Вам также понадобится небольшая кисточка для нанесения флюса. Лучше всего использовать кисточку с натуральной щетиной.
Горелка
Для пайки мягким припоем можно приобрести небольшую портативную горелку с одноразовым газовым баллончиком. Такие баллончики крепятся к ручке и имеют емкость 200 мл или более. Несмотря на их крошечный размер, температура пламени может составлять 1100°C и более, что более чем достаточно для расплавления мягкого клея.
Стоит обратить внимание на розжиг с пьезоэлементами. Эта функция не является лишней — она облегчает работу. На ручке ручной газовой горелки находится клапан. Он регулирует длину пламени (интенсивность подачи газа). Этот же клапан перекрывает газ, когда вы хотите выключить горелку. Безопасность обеспечивается обратным клапаном, который перекрывает подачу газа, если пламя не горит.

Некоторые модели оснащены дефлектором пламени. Он не позволяет пламени распространяться и создавать более высокую температуру в зоне сварки. Таким образом, горелка с дефлектором подходит для самых труднодоступных мест.
При работе с бытовыми и полупрофессиональными моделями необходимо следить за тем, чтобы не перегреть горелку во избежание расплавления пластика. По этой причине не рекомендуется выполнять несколько сварочных операций одновременно — лучше дать аппарату остыть и тем временем подготовить следующий шов.
Сопутствующие материалы
Для резки медных труб вам понадобится труборез или ножовка с металлическим полотном. Срез должен быть идеально вертикальным, что обеспечивается труборезом. А для обеспечения ровного среза ножовкой можно использовать обычный столярный рубанок.

Техника безопасности при пайке труб из меди
При обращении к профессионалам по поводу сварки медных изделий никогда не следует пренебрегать мерами предосторожности. Прежде всего, следует помнить, что любая медная конструкция сильно нагревается под воздействием пламени горелки. Поэтому с деталью никогда не следует работать незащищенными руками. С короткими деталями можно работать плоскогубцами. Рекомендуется надевать перчатки.
Жидкость необходимо держать подальше от кожи. В этом случае агрессивный поток следует смыть мыльной водой.
Работу следует выполнять в плотно прилегающей одежде. Рекомендуется носить одежду из хлопка. Одежду из синтетических тканей не следует использовать во время сварки, так как синтетические волокна легко плавятся.
Процесс сварки должен проводиться при хорошей вентиляции, так как во время сварки жидкость часто загорается. При этом в воздухе образуются опасные испарения.
После завершения монтажных работ систему следует промыть водой. Она должна быть теплой и чистой. Это позволяет слить излишки рабочих материалов в систему труб.
Основные ошибки
Качественное соединение медных фитингов возможно только при наличии опыта. Нередко новички допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Преподаватели хорошо знают все возможные ошибки. Многие из них даже сталкивались с ними на практике в начале своей профессиональной карьеры. Чтобы снизить вероятность ошибок, рекомендуется проводить первую сварку медных труб под наблюдением профессионала.